![]()
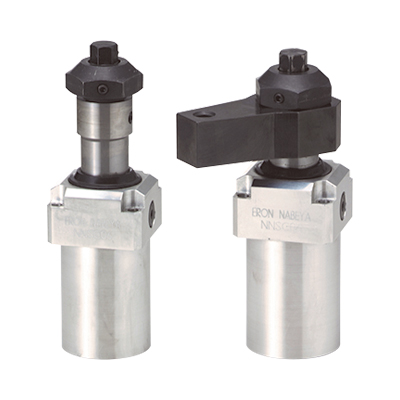
ドロークランプ(位置決めタイプ)
E-9752

仕様/価格表
寸法図・サイズ表
| 選択 | オーダー № |
№ | A | B | C | D±0.006 | E | F | G | H | I | J | K | L |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 116486 | DRC3408FH | 27 | 14 | 34 | 12 | 15 | - | M8 | - | 9.95 | 4 | 5.5 | 22 | |
| 116487 | DRC4412FH | 37.5 | 22 | 44 | 15 | 22.5 | - | M12 | - | 15 | 6 | 6.6 | 30 | |
| 116488 | DRC5616FH | 47 | 26 | 56 | 18 | 29 | - | M16 | - | 17 | 8 | 9 | 38 | |
| 116489 | DRC3408FP | 27 | 14 -0.005/-0.018 | 34 | 12 | 15 | 11 -0.005/-0.018 | M8 | 5 | 9.95 | 4 | 5.5 | 22 | |
| 116490 | DRC4412FP | 37.5 | 22 -0.003/-0.021 | 44 | 15 | 22.5 | 18 -0.003/-0.018 | M12 | 6 | 15 | 6 | 6.6 | 30 | |
| 116491 | DRC5616FP | 47 | 26 -0.003/-0.021 | 56 | 18 | 29 | 22 -0.003/-0.021 | M16 | 6 | 17 | 8 | 9 | 38 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 | 表面処理 |
|---|---|---|---|
| ドロークランプ(位置決めタイプ) | 本体:SCM420 ボルト:SCM435 |
焼入HRC55 焼入HRC26 |
黒染め |
特長
-
■刃物干渉が少なく5軸加工機・複合機のクランプに最適です。
■小径の上部クランプボルトがワークを引き込み、力強いクランプが可能です。
■ワークをフランジで受け高さの位置決めが可能です。
■DRC-FPは、前加工でピン公差に合った基準穴2箇所を加工頂ければ、位置決めとクランプが同時に行えます。
[硬度]HRC55
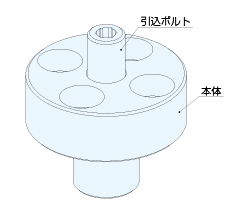
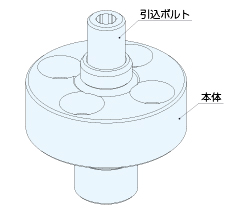
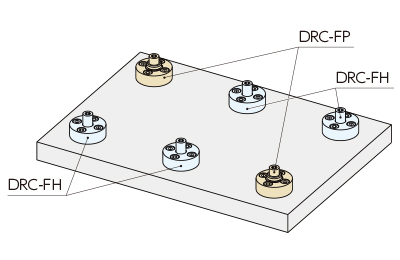
構成図
●DRC-FH
●DRC-FP
使用例
ドロークランプ(位置決めタイプ)は、ワークに加工されたタップ穴を引き込みクランプ・位置決めする製品です。
本製品の使用で、タップ穴の引き込みによるクランプと位置決めを同時に行うことができます。
ワーク下面でクランプするため主軸や刃物干渉がなく5面加工できます。
使用方法
■事前準備
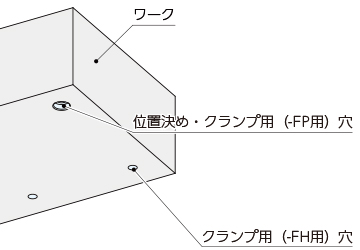
ワーク側に位置決め・クランプ用(-FP用)穴とクランプ(-FH用)穴を加工します。
加工は以下の寸法を参考に行ってください。
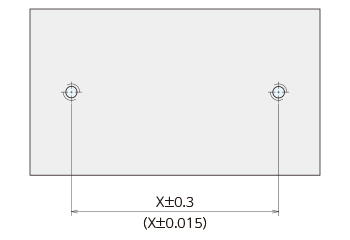
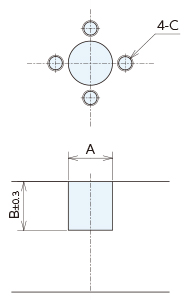
■加工寸法図
DRC-FH(クランプ用)
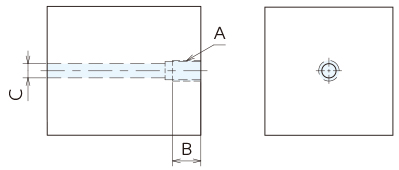
| № | A | B | C |
|---|---|---|---|
| DRC-3408FH | M 8 | 11 | φ 5.5 |
| DRC-4412FH | M12 | 16 | φ 8 |
| DRC-5616FH | M16 | 18 | φ10.5 |
DRC-FP(位置決め・クランプ用)
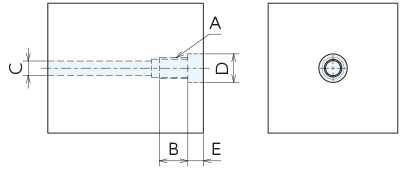
| № | A | B | C | D | E |
|---|---|---|---|---|---|
| DRC-3408FP | M 8 | 11 | φ 5.5 | 11 +0.078 +0.060 |
6 |
| DRC-4412FP | M12 | 16 | φ 8 | 18 +0.082 +0.064 |
7 |
| DRC-5616FP | M16 | 18 | φ10.5 | 22 +0.082 +0.064 |
7 |
DRC-FP(位置決め・クランプ用)を2個使用し、対角となるように設置してください。
その他の箇所にはDRC-FH(クランプ用)を設置してください。
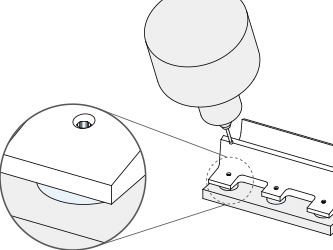
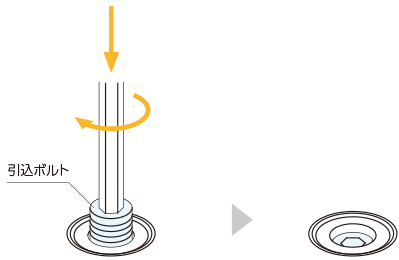
引込ボルトは内蔵されたばねによって飛び出しています。ワークのセット時にボルトが干渉しないように、内部に仮止めします。
内部への仮止めは、引込ボルトの先端に六角レンチを挿し、底にあたるまで押して底部のねじ穴に右回し(時計回り)にねじ込んでください。
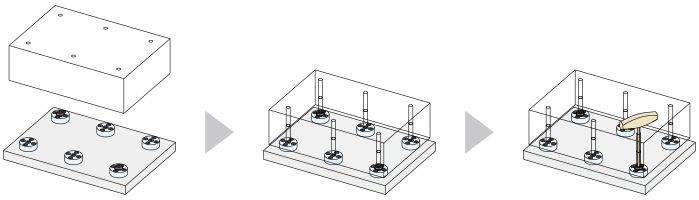
■使用時
ワークをドロークランプ側と穴位置が合うようにセットします。
ワークセット後、六角レンチを使用して左(反時計回り)に回して引込ボルトをワークのねじ部に合うように締めつけます。
1つのワークに対し、複数のドロークランプを使用する場合は、引込ボルトを均等に締めつけてください。
■締め付けイメージ
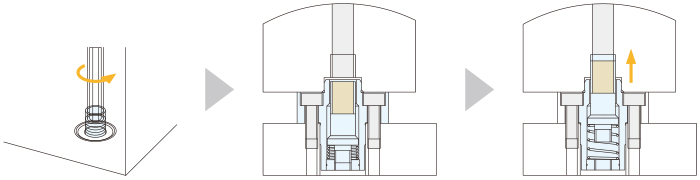
締付トルクは以下の表を参考ください。
| No. | 最大操作トルク | 締め付け力 | ||
|---|---|---|---|---|
| kgfcm | Nm | kgf | kN | |
| DRC-3408(FH、FP) | 200 | 21.6 | 1380 | 13.5 |
| DRC-4412(FH、FP) | 500 | 49.0 | 2000 | 19.6 |
| DRC-5616(FH、FP) | 1200 | 117.6 | 3800 | 37.2 |
■注意事項
・製品の故障の原因となるため、最大操作トルクを超える力を加えないでください。
・使用前後に引込ボルト、本体に異常がないことを確認してから作業にかかってください。
・アンクランプする前には必ず切屑の除去を行ってください。本体内部への切屑の侵入を防止できます。
・ワークを外す際は、引込ボルトがタップ穴に挿入していない状態でリフトアップしてください。
取付方法
ドロークランプの取付は以下の取付寸法図を参考に行ってください。
| No. | A | B | C |
|---|---|---|---|
| DRC-3408FH | 14 +0.1 0 |
15.5 | M5 |
| DRC-4412FH | 22 +0.1 0 |
23 | M6 |
| DRC-5616FH | 26 +0.1 0 |
29.5 | M8 |
| DRC-3408FP | 14 H7 | 15.5 | M5 |
| DRC-4412FP | 22 H7 | 23 | M6 |
| DRC-5616FP | 26 H7 | 29.5 | M8 |
●ドロークランプを複数で使用する場合
ドロークランプ取付側(内FP位置決めタイプ)
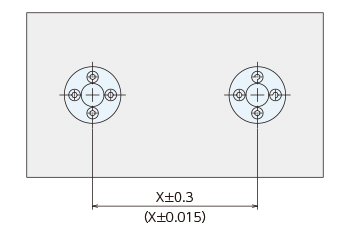
ワーク