





































































































用語
用語
-
ABS樹脂(えーびーえすじゅし)
A (アクリロニトリル)・B (ブタジエン)・S (スチレン) の3種類の成分を組み合わせた樹脂。
-
APC(オートパレットチェンジャ)
自動パレット交換装置のこと。工作物がついたパレットを自動で加工機本体に搬入、搬出する装置。
-
ATC(オートツールチェンジャ)
自動工具交換装置のこと。工具マガジン等に保管された任意の工具を自動で交換する装置。
-
DLCコーティング
DLCとはダイヤモンドライクカーボンの略で、ダイヤモンドに近いカーボン被膜を表面に施す表面処理方法です。
-
Vブロック
円柱材の中心を求めるために使用する、上部にV字加工をしたブロック。
主に罫書き作業や機械加工に用います。
ヤゲン台とも呼ばれます。

-
dB
デジベルと呼び、物理量の比を表す単位。
「dB」には2つの意味があり、絶対振動レベルと相対振動レベルがあります。
絶対振動レベルは、加速度1cm/sec²=60dB(おおよそ震度1に相当)、振動や騒音の基準などに用いられます。
相対振動レベルは、振動の比を20log(振動量の比)で表したものです。床と定盤の間に除振・防振製品を設置した時を例にとると、20log(定盤の振動/床振動)で計算します。
たとえば、定盤の振動が床振動に対し10倍のとき、20log(10)=20(dB) と表します。 -
あそび
機械などで急激な力の伝達による衝撃や破損の影響を防ぐために、部品の結合部にゆとり、余裕をもたすこと。
「ハンドルのあそび」など。 -
きさげ加工(きさげかこう)
工作機械による加工面に対してさらに高い精度の仕上げ面を得るために行われる手作業。
加工された面は油だまりになり、リンキング(密着)作用を低減させます。
-
げた
あるものの高さ調整や嵩上げを行う際に使用する「支え」の総称。
-
ぬすみ
工作物の内角部に対し施す加工のこと。
次工程での加工残しの防止、または切粉によるトラブル回避が目的。
「逃がし」とも呼ばれ、素材段階より施しておく場合も同様に呼ばれます。 -
ねずみ鋳鉄(ねずみちゅうてつ)
グラファイト(黒鉛)が片状(線で平行に並んでいる様子)になっている鋳鉄。
破面がねずみ色(灰色)のため、「ねずみ鋳鉄」と称され、JIS規格では機械的性質別にFC100~FC350に分けられます。
弊社では主にイケールや補助テーブルなどの治具ベースをFC250で製作しています。 -
はめあい
機械部品において、穴と軸とが、はまりあう関係のこと。
-
ばね定数(ばねじょうすう)
ばねの撓み、伸びに応じた力を表したものです。
例えば、10kgの錘をばねに載せたとき、2mm撓むばねがあった場合、そのばねのばね定数は、10[kgf]/2[mm]=5[kgf/mm] となります。
ニュートン[N]を使った単位で表す場合は、10[kgf]×9.8/2[mm]≒49[N/mm] となります。 -
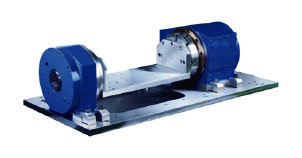
ゆりかご治具(ゆりかごじぐ)
ロータリーテーブルとサポートテーブルに治具プレートを取り付けた治具。
-
アクティブ除振(あくてぃぶじょしん)
アクティブ除振(じょしん)とは、能動的な除振(自ら動作して除振すること)を言います。
関連してアクティブ除振ユニットは、センサーで振動を検知してアクチュエータから逆方向の振動を発生し、除振を行うユニットです。
弊社では、アクティブ除振ユニット以外の一般的な防振パッドや除振マウントの事を総じて、パッシブ除振ユニット、パッシブ除振製品と言います。 -
アルマイト
アルミニウムの耐久性、耐摩耗性、装飾性を目的とした表面処理方法です。
-
アルミナ系セラミックス(あるみなけいせらみっくす)
酸化アルミニウムの粉末を焼結させたもので、耐摩耗性と剛性に優れているため、主に精度が必要な産業機器の部品として使用されます。
-
アンカーボルト
コンクリート基礎と構造物を固定するためのボルト。
構造物のズレ、転倒防止や地震対策が目的です。 -
アンビル
鍛冶作業において、金属材料の叩き、曲げ加工などに使用される作業台のこと。

-
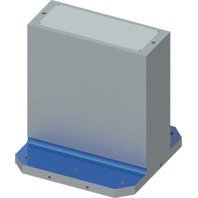
イケール
イケールとは正確な90度を持つ定盤の事を指します。
イケール(ペンガラス)も同意味ですが関西方面の古くから職人と呼ばれる様な方がこのような呼び方をしてみえるそうです。
アングルプレートも同意語です。
横形マシニングセンタなどで使用する治具ブロックもイケールと呼ばれます。

-
イナーシャ
物体がその時の状態を維持しようとする大きさを示す物理量。
回転の難易さを表わし、この値が大きいほど、加減速時に大きなエネルギーが必要になります。
慣性モーメントとも呼ばれます。 -
インバー
主に鉄とニッケルを材料とした合金の一種で、熱膨張率が低い素材。
-
インロー
-
エッジロケータ
マシニングセンタの機械テーブル、パレット側面に設置された、イケールなどの治具ベースを前後・左右方向の位置決めに使用する基準プレートです。
-
エナメル塗装(えなめるとそう)
合成樹脂に顔料を含ませた塗料を用いて、空気と反応させて被膜を形成させる塗装方法です。
-
オリフィス
流体の流量を調整するために用いる小孔のことを言います。
-
カム機構(かむきこう)
対になる部品に力を伝達し、運動の方向を変える機構のこと。
弊社ではこの機構を利用した様々な治具部品を製造しています。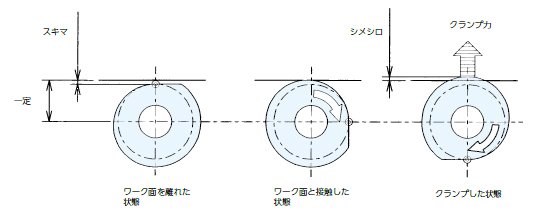
-
キー
溝に使用する位置決めブロック。
キー溝とはキーを使用するため加工した溝。
-
クサビクランプ
傾斜面とワーク面の間にクサビをくい込ませていくことにより発生する力を利用したクランプ。
垂直・水平方向に発生する力により、ワークの浮き上がり防止に効果的です。
-
クラッキング圧(くらっきんぐあつ)
リリーフ弁や逆止弁(チェックバルブ)内で圧力が上昇して、弁が開き始めて一定の量が排出される圧力。
-
クランプ具(くらんぷぐ)
機械加工において、取付具(クランプ具)の定義は、刃具の加工案内部を持たないが、加工物(ワーク)の取付けと位置決めを行う工具とされています。
-
クロメート処理(くろめーとしょり)
亜鉛めっき後にクロム酸を主成分した溶液に浸透させ、変色防止や耐久性、装飾性を高めることを目的とした表面処理方法です。
-
ケガキ
工作物に加工を行う位置の目印を付けるために、直線などを引いたりする作業。
-
シール
液体や気体の内容物が外部に漏れるのを防ぐ、また外部から内部へ異物の侵入を防ぐために使用される部品のこと。
-
スイングクランプ
先端のクランプバーを旋回動作をさせてワークの着脱を行うクランプ。
-
スピコン
シリンダ等の駆動機器を流量を調整して、その駆動機器の動作スピードを調整する機器。(スピードコントロールバルブの略)
-
セルフカット
お客様自身で仕上げ加工を行っていただくこと。
-
セレーション
機械部品において、鋸(のこぎり)刃状の溝のこと。
-
ダクタイル鋳鉄(だくたいるちゅうてつ)
グラファイト(炭素)を球状にさせた鋳鉄で球状黒鉛鋳鉄(FCD)と言われます。
ねずみ鋳鉄と比較して、より強い引張り強度や硬さが特長です。
JIS規格では機械的性質別にFCD350~FCD800に分けられ、弊社では主に高い強度が必要なマシンバイスにFCD600を使用しています。 -
ダンパー
振動を熱エネルギーなどに変換して減衰させる機構。
粘弾性素材を使ったもの、摩擦を利用したもの、オイルダンパーなど流体を使ったものなどがあります。 -
チャック
一般的には旋盤などの主軸側に取りつけて、本体の爪を作動させ、工作物(ワーク)を主軸中心で固定・保持する工具。
-
チョコ停(ちょこてい)
機械や装置などの設備が短時間で復旧できる小規模なトラブルによって一時的に稼働が停止すること。
-
テーパー
平面的には二等辺三角形の二等辺部の傾斜こと。
立体的には円錐構造物などが代表的例で、角度や分数表現ができる。 -
ニッケルメッキ
ニッケルを被膜とした表面処理方法です。
-
ニュートン(N)
力の単位。
1[N]は1[kg]の物体に1[m/s2] の加速度を生じさせる力で1[kg]の質量を持つ物体に働く重力は9.80655[N](標準重力加速度を用いる)。
[N]表記を搭載物の重量[kg]に直す時は、以下のように算出してください。
例えば、50Nを搭載重量[kg]に直す場合は、 50/9.8 ≒ 5.1 5.1[kg]となります。 -
ニレジスト鋳鉄(にれじすとちゅうてつ)
ニッケルを多く含有し、耐熱性能、耐食性能に優れ、熱熱膨張が低い鋳鉄。
-
ネオジム磁石(ねおじむじしゃく)
ネオジム、鉄、ホウ素を主成分とした永久磁石。
磁束密度が高く、非常に強い磁力を持ちます。 -
バキュームチャック
空気圧(真空吸着力)を用いて加工物を吸着する保持具。
主に非鉄金属の薄物加工に使用されます。
真空チャックとも呼ばれます。 -
パスカル
圧力・応力単位の1つ。
1平方メートル (㎡) の面積につき1ニュートン (N) の力が作用することを1パスカル(Pa)と表現します。 -
パッシブ除振(ぱっしぶじょしん)
アクティブ除振(じょしん)との対比で、受動的な除振(自ら動作せず除振すること)。
弊社ではアクティブ除振ユニット以外の一般的な防振パッドや除振マウントの事を総じてパッシブ除振ユニット、パッシブ除振製品と称してます。 -
パラレルブロック
工作物の下に置いたり、嵩上げに使用するブロック。
一般的には2個1組で使用し、平行度を確保するため精密加工が施してある。
正直台とも呼ばれます。
-
ブローチ加工(ぶろーちかこう)
ブローチと呼ばれる多数の刃を並べた細長い工具で、加工物の外面や内側を通して切削する加工。
ブローチには徐々に仕上がり形状や寸法に合わせて刃を並べ、これを引き抜くことによって、一工程で仕上げまで加工が出来るのが特長です。 -
ヘール仕上(へーるしあげ)
ヘールバイトと呼ばれる工具により対象となる面を直線運動により切削すること。
ヘール加工とも呼ばれます。 -
マグネットチャック
磁力を用いて加工物を吸着する保持具。
-
マシンバイス
フライス盤やマシニングセンタなど工作機械で使用する万力。
一般的にイメージされる横万力と異なり、工作物(ワーク)との当たり面、機械の取付面など高精度に加工してあります。

-
ヤゲン台(やげんだい)
円柱材の中心を求めるために使用する、上部にV字加工をしたブロック。
主に罫書き作業や機械加工に用います。
Vブロックとも呼ばれます。
-
ユニクロメッキ
亜鉛メッキ後に、クロメート処理をした表面処理方法です。
-
ラフガイド
ワークや治具を所定の位置まで案内するピンやプレート部品。
着脱時間の軽減や取り付け方向の間違いを防ぐことが目的です。 -
リブ構造(りぶこうぞう)
形状の変形を抑えるため(強度を確保するため)に、補強を入れた構造。
-
リリーフ弁(りりーふべん)
気体や液体の配管内で一部をバイパスさせて、設定した圧力に保つバルブ。
-
リンキング
ブロックゲージなど2つの平面を密着させると、互いに固着すること。
-
リン酸塩処理(りんさんえんしょり)
リン酸塩(亜鉛、マンガン等)の溶剤を用いて、金属素材表面に被膜を施す表面処理方法です。
-
万力(まんりき)
工作物(ワーク)を2つの向かい合う口金の間で挟み、固定・保持する工具。
軽作業、ホビー用、軽切削用など用途によって様々な種類の万力が存在します。
工作機械用のマシンバイスもその1つです。


-
三価クロメートメッキ(さんかくろめーとめっき)
亜鉛メッキ後の亜鉛の酸化を防ぐために、クロム化合物を使用した表面処理方法です。
-
丸胴型バイス(まるどうがたばいす)
-
二面拘束式(にめんこうそくしき)
凹凸の互いのテーパ部とフランジ部の2面を同時に密着させる保持方法。
-
亜鉛めっき(あえんめっき)
素材に亜鉛の被膜を被覆させる、鉄の防錆に広く使われている表面処理方法です。
-
位相決め(いそうぎめ)
機械加工の場合、ある原点からみて、対象物の向き(角度)を決めること。
-
位置決めピン(いちぎめぴん)
前加工、加工穴を利用して位置決めをする際に使用する焼入したピン。
もしくはワーク側面があたる基準となるピン。
穴基準を使用する場合は、一般的にワークの脱着性を良くするため、丸ピンとダイヤピン2個をセットして使用します。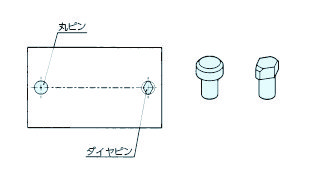
-
位置決め精度(いちぎめせいど)
あるものを任意の場所に移動させた場合の実際の誤差を言います。
-
位置決め(いちぎめ)
機械加工の場合、加工物(ワーク)の位置を、基本的にX・Y・Zのを自由度を規制し、原点を決めること。
段取り替え -
低熱膨張鋳鉄(ていねつぼうちょうちゅうてつ)
-
免震(めんしん)
地震の力を受けないようにして、地震の被害(建築物の破壊など)から免れること。
-
共振(きょうしん)
ある物体が固有振動数と同じ周波数で繰り返す加振力を受けると物体が大きく振動する共振という状態になります。
この共振の発生する周波数を共振周波数と呼びます。 -
切削抵抗(せっさくていこう)
ワークを加工する際に必要な力の反力。
ワーク材質、切削速度、刃具の切込み量、刃具の刃先角度の条件でその反力が変化します -
制振(せいしん)
振動を熱などのエネルギーに変換して、吸収、減衰させる(制する)こと。
弊社では振動を制御するといった意味で、振動対策全般を指す言葉としても使用しています。 -
割り出し(わりだし)
機械加工において、回転軸(A軸、B軸、C軸)の角度の位置決めを行うこと。
-
加速度(かそくど)
単位時間当たりの速度の変化量。(SI単位:m/s2)
-
加速度(かそくど)の単位
一定時間中の速度変化率。
加速度の単位にはm/s2 ,Gal,Gが用いられます。
それぞれの関係は以下のようになります。
1[m/s2]=100[Gal]
1[Gal]=0.01[m/s2]=1[cm/s2]
1[G]=9.80665[m/s2]=980.665[Gal] -
単動(たんどう)
内部のピストンを『押す』もしくは『引く』場合は油圧・空圧を使用し、『引く』もしくは『押す』場合にバネを使用するもの。
-
取付具(とりつけぐ)
機械加工において、取付具(クランプ具)の定義は、刃具の加工案内部を持たないが、加工物(ワーク)の取付けと位置決めを行う工具とされます。
-
可動率(かどうりつ)
計画する生産量に対して、実際に生産した量で計算される割合。
-
台形ネジ(だいけいねじ)
ねじ山の断面形状が台形になっているネジ。
主に送り用ネジとして用いられ、弊社ではバイスやジャッキなどに使用しています。 -
固有振動(こゆうしんどう)
ある物体に振動を与え、放置しておくとその物体固有の繰り返しで振動(自由振動)します。
この振動を固有振動といい、その振動数を固有振動数と言います。
振動数は単位時間当たりの振動の回数です。
例えば、ある物体が固有振動で振動しているとき1秒間に3回振動した場合の固有振動数は3Hzとなります。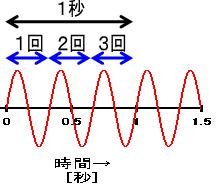
-
圧延(あつえん)
回転させた複数のローラーに金属を通して、棒や板などの形状にする塑性加工の1つ。
-
基準穴(きじゅんあな)
治具やワークの位置決め用の穴のこと。
治具への使用の場合、T溝と比べて自由度は劣りますが、再現性に優れています。 -
塑性加工(そせいかこう)
-
変位(へんい)
振動を発生する機器や装置から、外部へ発生する振動を防ぐこと。
-
子治具(こじぐ)
一般的には、ワークと接する側を「子治具」、その「子治具」を固定する(受ける)側が「親治具」となる。
製作する治具を子治具と親治具との間の位置決めと固定方法を共通化させることにより、同一ライン上で、複数の子治具を使い分けることができ、治具段取りの短縮や製作費用を抑えることを目的とした治具形態。 -
定盤(じょうばん)
機械部品の加工、組立及び検査における基準平面として用いられる面板。

-
巣床(すどこ)
鍛冶作業における道具の一つで、設けられた鋳抜穴や側面溝を利用して曲げ加工、叩き加工などの金属成形に使用される作業台。

-
平面度(へいめんど)
位置の変化を表す量。(SI単位:m)
-
強制振動(きょうせいしんどう)
周期的な外力が与えられることにより、強制的に引き起こされる振動です。
-
弾性(だんせい)
弾性は物体を変形させたときに元に戻ろうとする性質。
粘性は物体を変形させたり、動作させたりしたときの抵抗(粘り気)を言い、粘弾性は、粘性、弾性の両方をあわせた性質を言います。 -
応力(おうりょく)
物体に外部から力が作用するとき,その反作用として物体内に生ずる分布内力。
応力の大きさは単位面積に作用する内力の大きさにより定義されます。 -
慣性モーメント(かんせいもーめんと)
物体がその時の状態を維持しようとする大きさを示す物理量。
回転の難易さを表わし、この値が大きいほど、加減速時に大きなエネルギーが必要になります。
イナーシャとも呼ばれます。 -
押出加工(おしだしかこう)
枠に入れた素材に圧力をかけて、目的の形状にくり抜いた金型から素材を押し出す塑性加工の1つ。
-
振動の単位/加速度/速度/変位(しんどうのたんい/かそくど/そくど/へんい)
振動の大きさを表すには、変位、速度、加速度などの物理量が用いられ、何れの物理量を用いるかは、振動の周波数帯、使用するセンサーの特性、何を結果として残したいかなど考慮し、適正なものを選びます。
一般的に低周波→高周波になるに連れて、変位計→速度計→加速度計での測定が優位となり、除振・防振製品の性能を表す場合には、低周波の検出も可能なサーボ型加速度計の加速度を用いるのが一般的な方法です。 -
振動伝達率(しんどうでんたつりつ)
加振力(振動を加える力)とばねなどを介して対象物に伝達される力の比。
振動伝達率は、以下の伝達特性グラフにして、除振や防振製品の性能を表す指標として使用し、グラフの横軸は周波数(単位Hz)、縦軸は振動伝達率(dB)となる。
弊社、除振・防振製品カタログの振動伝達率のグラフは、次のように読みとれる。
<読み方>
床の振動の大きさを1としたとき、除振対象の40Hzの振動は1/10(0.1)に減衰します。また、10Hzの振動は3に増幅します。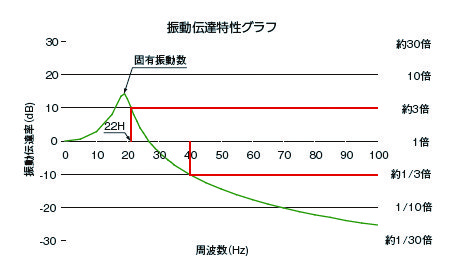
-
振動周波数(しんどうしゅうはすう)
単位時間当たりの振動の回数。
例えば以下の波形のように1秒間に3回振動するものは、3[Hz](ヘルツ)になります。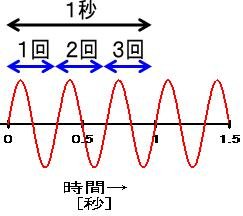
-
振動減衰率(しんどうげんすいりつ)
減衰のある自由振動波形の隣り合った振動の振幅の比。
以下のように自然対数を用いた対数減衰率であらわされることが多い。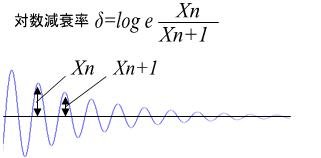
-
振動解析(しんどうかいせき)
振動に関して、本質を明らかにするため、論理的に詳しく調べる事。
-
振動障害(しんどうしょうがい)
除振・防振の分野では、振動による機械の誤動作、不安定、精度の低下などをいいます。
-
振幅(しんぷく)
振動の大きさを表す量です。
以下のように振動の幅を指します。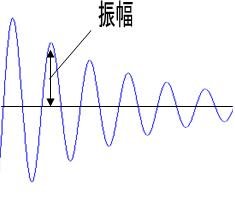
-
揚程(ようてい)
ものを持ち上げられる高さ。
-
摩擦係数(まさつけいすう)
例えば机の上にある重量の物体がありそれに糸を付けて水平方向に引くと引いた方向とは逆の方向に摩擦力が発生します。
この摩擦力は物体の重量に比例し、 摩擦力F=摩擦係数μ×重量M の式が成り立ちます。 -
摺動面(しゅうどうめん)
物体と物体が接触し合いながら滑りあう面。
-
普通鋳鉄(ふつうちゅうてつ)
グラファイト(黒鉛)が片状(線で平行に並んでいる様子)になっている鋳鉄です。
破面がねずみ色(灰色)のため、「ねずみ鋳鉄」とも称され、JIS規格では機械的性質別にFC100~FC350に分けられます。 -
最大荷重(さいだいかじゅう)
弊社製品において、その製品に搭載される機器や装置重量の最大値。
-
板金加工(ばんきんかこう)
金属板を曲げたり、溶接を行い任意の形状にする加工。一般的に大きな構造物の場合は製缶、カバーなど薄板を加工する場合を板金加工と言います。
-
機械損失係数(きかいそんしつけいすう)
機械的動作によって損失するエネルギーを表す数値。
-
機械的性質(きかいてきせいしつ)
材料が持つ、引張強さ・圧縮強さ・せん断強さなどの性質。
-
正直台(しょうじきだい)
工作物の下に置いたり、嵩上げに使用するブロック。
一般的には2個1組で使用し、平行度を確保するため精密加工が施してある。
パラレルブロックとも呼ばれます。
-
歪み(ひずみ)
物体に外力が加わった場合、物体の基本寸法(L)に対する変形量(⊿L)の比のこと。
(ひずみ=⊿L/L)金属加工では一般的に熱処理や残留応力などが原因で加工物(材料)が元の寸法から伸びた状態を言います。 -
残留応力(ざんりゅうおうりょく)
物体に外力を加えた後、外力を取り除いても物体の内部で残っている応力(ストレス)のこと。
溶接、熱処理などの過程により生じた内部応力。 -
残留磁気(ざんりゅうじき)
磁界を取り去っても失われず残っている磁気。
-
段取り替え(だんどりがえ)
生産する製品の取り替えや製品の種類変更による治具などの周辺機器の変更、また加工機の清掃や治具の調整等を行う一連の作業。
位置決め -
油圧クランプ(ゆあつくらんぷ)
ワークの着脱操作に油圧を使用したクランプ。
ワークの着脱時間の短縮、締付力を一定にすることでき、特にMCやロボットと連動させ、自動化運転に最適なクランプです。 -
浸炭焼入(しんたんやきいれ)
表面焼入れ方法の1つで、素材表面に炭素を染み込ませ、加熱冷却をする熱処理方法です。
-
火炎焼入(かえんやきいれ)
表面焼入れ方法の1つで、ガスバーナーの炎で素材表面硬度を向上させる熱処理方法です。
-
無電解メッキ(むでんかいめっき)
水溶液に添付した還元液の酸化によって生じる電子によって、被めっき物に金属皮膜を形成する表面処理方法です。
-
焼きなまし(やきなまし)
-
焼付塗装(やきつけとそう)
顔料を被塗装表面に塗布し、その乾燥工程で高温の熱を加えて塗装被膜をつくる塗装技術です。
-
焼鈍(しょうとん)
-
現合(げんごう)
「現物合わせ」の略で、実際に現物同士を合わせて組立や加工を行うこと。
-
真空チャック(しんくうちゃっく)
空気圧(真空吸着力)を用いて加工物を吸着する保持具。
主に非鉄金属の薄物加工に使用されます。バキュームチャックとも呼ばれます。 -
着座確認(ちゃくざかくにん)
治具の基準位置にワークが確実に設置されているか、エアセンサーを用いて確認すること。
-
磁界(じかい)
磁気がはたらく空間。
-
稼働率(かどうりつ)
機械や装置などの設備が生産能力に対して、実際に生産した量で計算される割合。
-
窒化処理(ちっかしょり)
表面硬化処理の一つで、鋼の表面に窒素をしみこませ、金属元素との化学反応によって表面を硬化させる方法です。
-
管用ネジ(くだようねじ)
ねじ山の断面形状が55°になっているネジ。
主に管(流体)の接続に用いられ、ねじ山の形状、目的によって平行ネジと、テーパーネジがあります。 -
粉体塗装(ふんたいとそう)
顔料を直接金属に吹き付け、焼付を行う塗装方法です。(焼付塗装)
-
粘弾性(ねんだんせい)
-
粘性(ねんせい)
粘性は物体を変形させたり、動作させたりしたときの抵抗(粘り気)。
弾性は物体を変形させたときに元に戻ろうとする性質を言い、粘弾性は、粘性、弾性をあわせた性質を言います。 -
繰り返し位置決め精度(くりかえしいちぎめせいど)
あるものを任意の場所に同じ位置決め操作をさせた場合の位置ズレ量を測定した値。
-
耐震(たいしん)
剛性を高めたりして、地震の力が加わっても耐えること。
-
自動化(じどうか)
人が行っていた動作や作業を、設備や機器に置き換えること。
-
自由振動(じゆうしんどう)
ある物体に振動を与え、放置しておくとその物体固有の繰り返しで振動します。
その振動を自由振動と呼び、固有振動とも呼ばれます。 -
衝撃振動(しょうげきしんどう)
ナベヤでは、プレス機の振動など不定期且つ単発的に発生する振動を衝撃振動と呼んでいます。
-
製缶加工(せいかんかこう)
金属板を曲げたり、溶接を行い任意の形状にする加工。一般的に大きな構造物の場合は製缶、カバーなど薄板を加工する場合を板金加工と言います。
-
複動(ふくどう)
内部のピストンを『押す』、『引く』の両方の動作の際に油圧または空圧を使用したもの。
-
親治具(おやじぐ)
-
角胴型バイス(かくどうがたばいす)
-
許容荷重(きょようかじゅう)
弊社製品において、その製品にカタログ上の荷重を与えても動作ができる重量。
-
調質(ちょうしつ)
鋼材の性質向上のために焼入れ、焼き戻しを行う熱処理方法です。
-
逆止弁(ぎゃくしべん)
気体や液体の配管内で逆流を防ぐバルブ。
-
速度(そくど)
動いている物体の単位時間当たりの変位の変化量。(SI単位:m/s)
-
連続振動(れんぞくしんどう)
弊社では、モータの回転による振動など一定の周期で繰り返し発生する振動を連続振動と称してます。
-
適正荷重(てきせいかじゅう)
ナベヤ製品において、その製品に搭載される機器や装置重量で使用できる範囲を指します。
-
鋳抜き(いぬき)
製品を鋳造する際に、あらかじめ設計段階から機械加工の工程を省く、もしくは軽量化を目的として施しておく抜きのこと。
-
鋳肌(いはだ)
鋳造後の何ら加工されていない素地表面。
黒皮とも呼ばれます。 -
鍛造(たんぞう)
-
防振(ぼうしん)
振動を発生する機器や装置から、外部へ発生する振動を防ぐことをいいます。
-
除振マウント(じょしんまうんと)
弊社では、振動を嫌う機器、装置等を保持し、床などから進入する振動を取り除く製品を除振マウントと呼びます。
パッド状あるいは、プレート状のものは、除振/防振パッド、除振/防振プレートと呼びます。
-
除振台(じょしんだい)
弊社では、振動を嫌う機器、装置等を搭載する台で、床などから進入する振動を取り除く機能を持った製品を防振台と呼びます。
卓上除振台及び大型除振台。
-
除振(じょしん)
外部から振動を嫌う機器や装置へ進入する振動を取り除くことをいいます。
-
電解研磨(でんかいけんま)
酸やアルカリ溶液中に電気を通して、素材表面を陽極溶解させ、光沢を得る研磨方法です。
-
騒音(そうおん)
人間にとって好ましくない音、不快な音。
-
高周波焼入(こうしゅうはやきいれ)
表面焼入れ方法の1つで、交流電流に接続されたコイルを使用して素材を急速加熱、冷却を行う熱処理方法です。
-
黒染め(くろぞめ)
素材の表面に四三酸化鉄の被膜を施す表面処理方法です。
-
黒皮(くろかわ)
金属材料の表面状態を表す用語で、鋳鍛造、圧延など造型工程後の素地表面のこと。
鋳造品の場合は鋳肌とも呼ばれます。 -
T溝(てぃーみぞ)
工作機械などのベースに加工されるT型の溝。
主に位置決めと連結に使用します。
