





































































































Q-ロックエレメントとは


Q-ロックエレメントとは
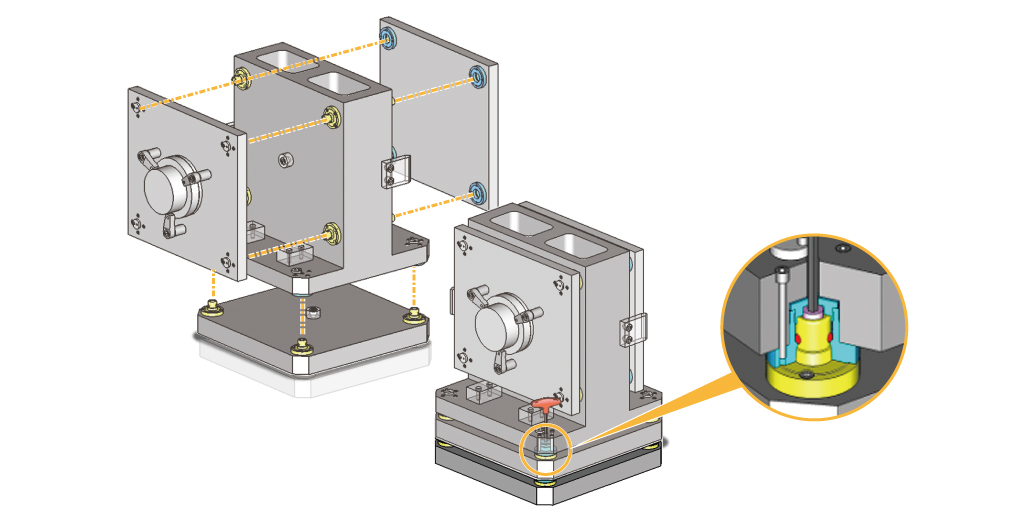
Q-ロックエレメントとはジグの高精度な位置決めと素早いクランプを同時に行う位置決め締結ユニットです。
ピンとブッシュが2面拘束で締結することにより負荷のかかる切削条件等にも耐えうる高い剛性を持っています。
Q-ロックエレメントの特長
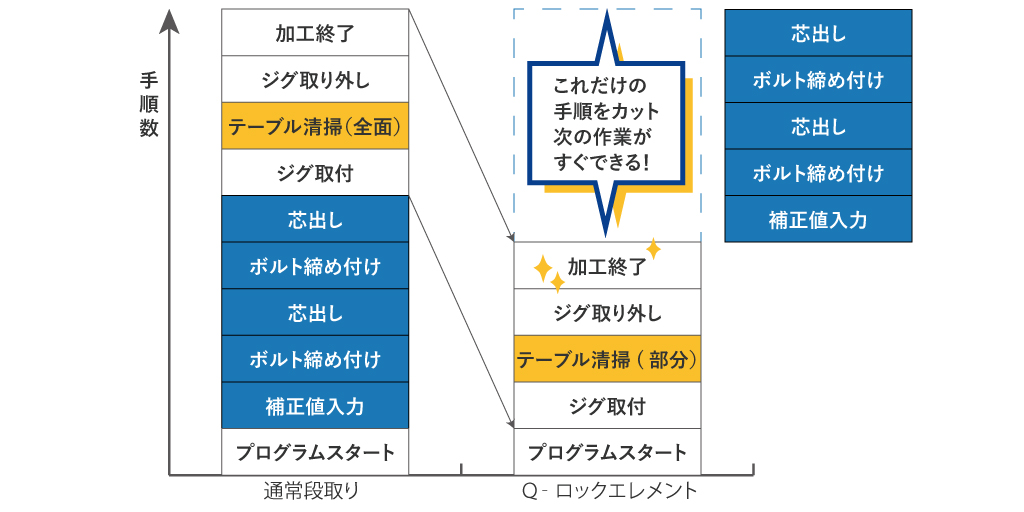
段取り時間を削減
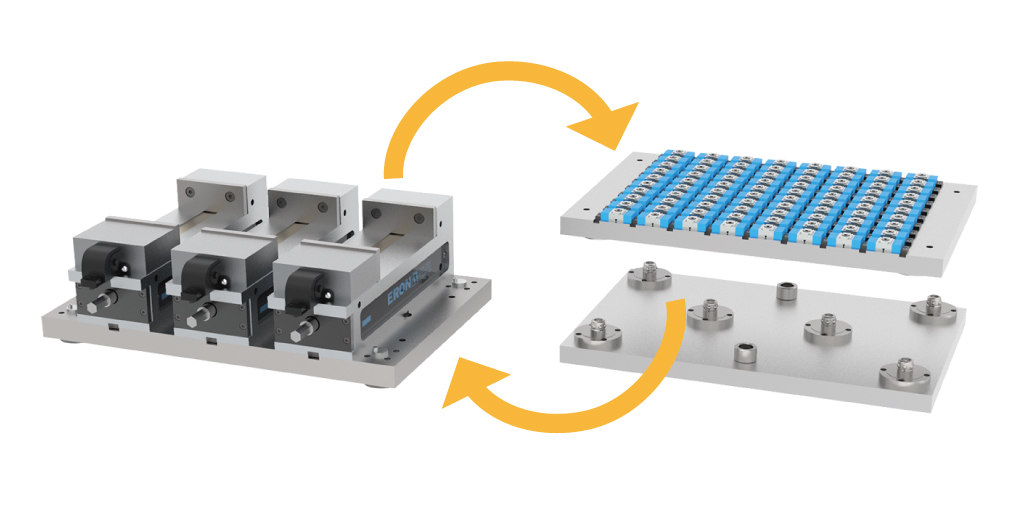
専用ジグから汎用ジグへ載せ替える場合でも短時間で高精度に交換できます。
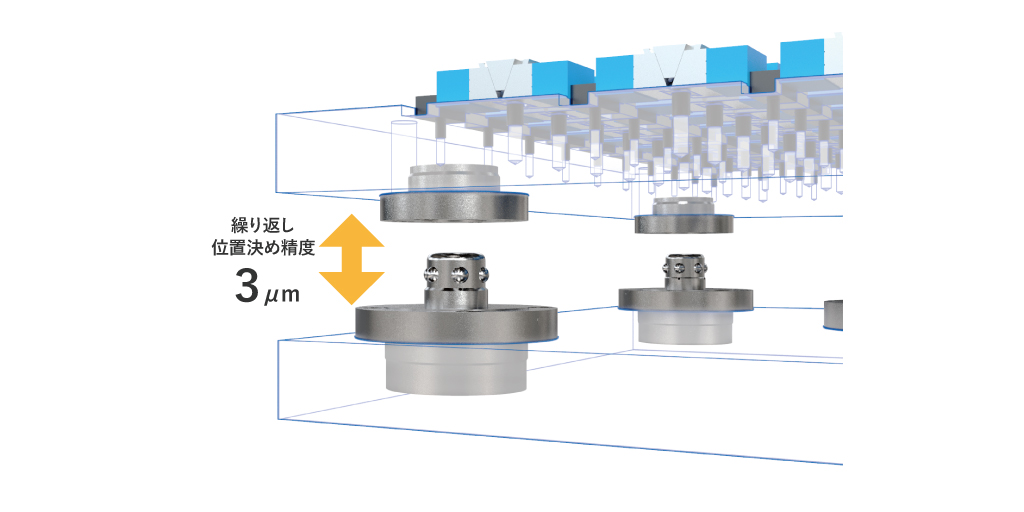
機械稼働率を向上
繰り返し位置決め精度:3µm。
誰が交換しても「高精度な位置決め」「芯出しが不要」なので段取り時間が短縮され機械稼働率が大幅に向上します。
加工中に外段取りすることで機上の段取り工数を削減し、機械停止時間を最小限に抑えます。
ジグの共有化が可能
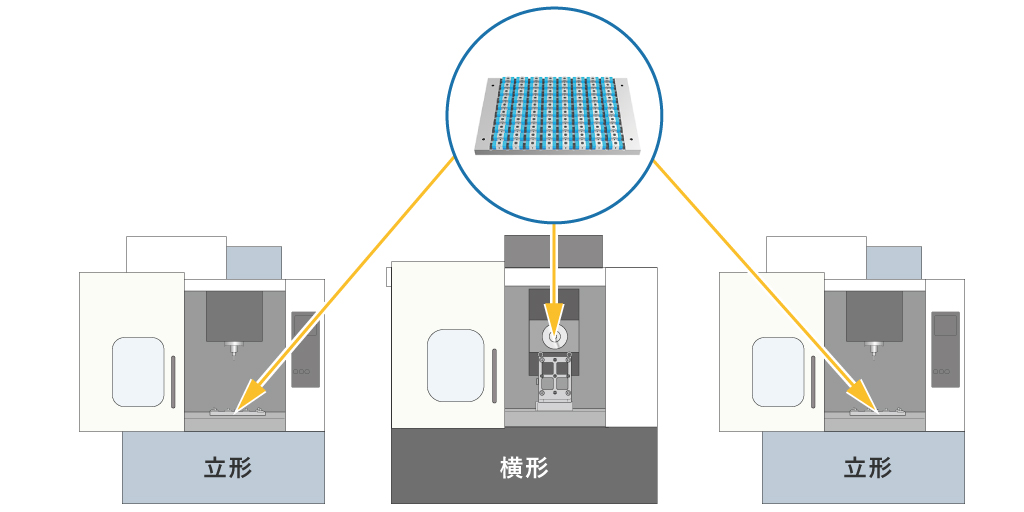
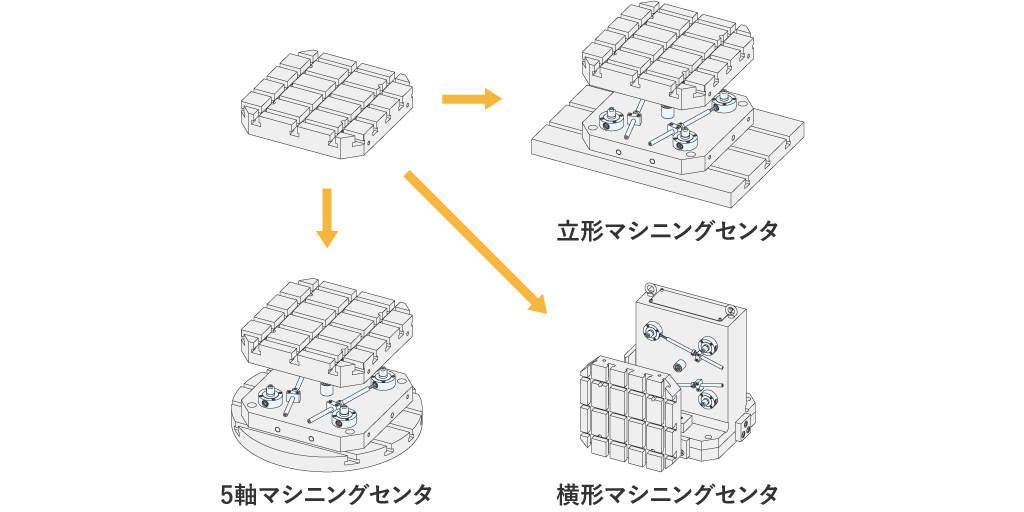
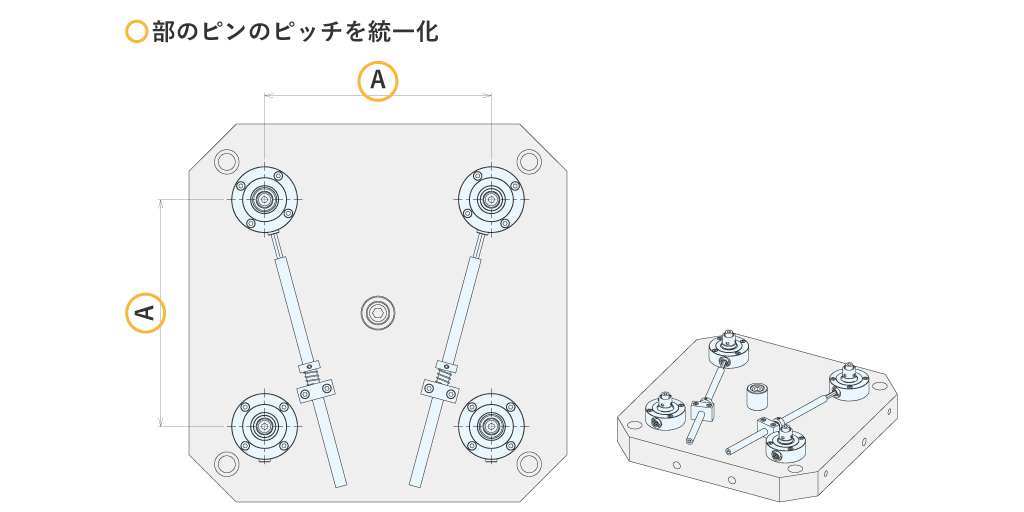
Q-ロックエレメントの取り付けピッチを統一することで異なる機械間でジグの共有が可能になります。
稼働率の低い機械で加工することにより、工場全体の機械稼働率を平準化します。
また、異なるパレットサイズでも段取りできるようにすることで、さまざまなサイズのワークにも対応します。
Q-ロックエレメントの種類
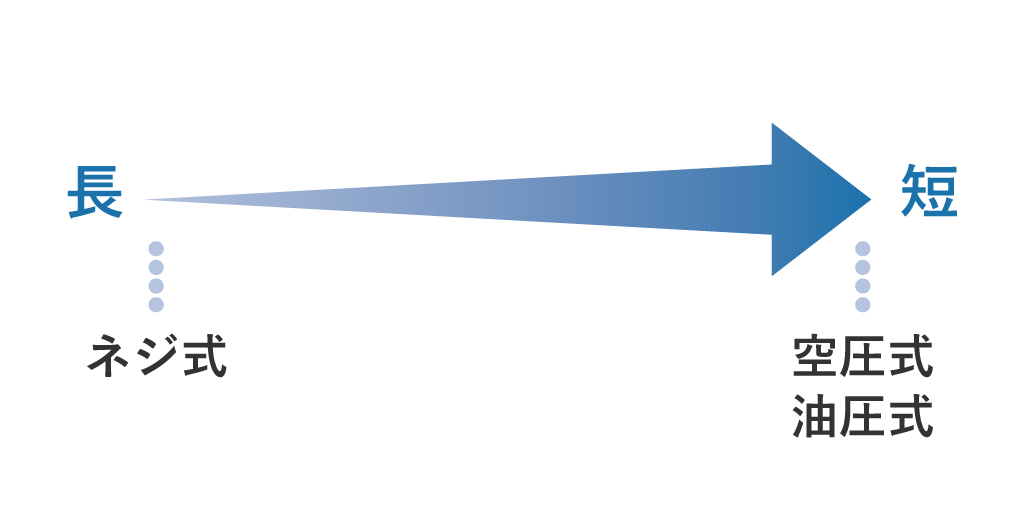
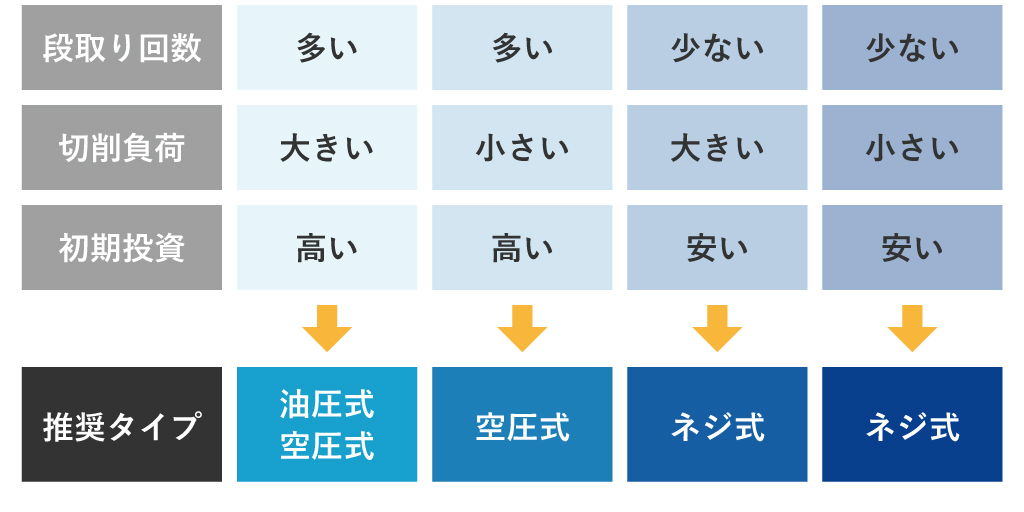
Q-ロックエレメントのラインナップは、クランプ/アンクランプ操作によって以下3つに分類されています。
- ネジ式
- 空圧式
- 油圧式
お客様の用途/目的/スキルに応じて選定いただけます。
ネジ式
ネジ式は、六角レンチなどを使用してQ-ロックエレメントのクランプ/アンクランプの操作をするタイプです。
1ユニットあたりレンチ操作時間(目安約10秒)は必要ですが、以下のようなお客様に向いています。
- パレットチェンジャ仕様の機械で外段取りできる環境がある
- 初期導入コストを優先したい
空圧/油圧の設計/組み付けスキルも不要です。
空圧式
空圧式はエア供給の切り替えでクランプ/アンクランプを操作します。
機械・工場エアーを使用したラインで、以下のようなお客様に向いています。
- クランプ/アンクランプ時間も極力削減したい
- 無人稼働する自動化ラインを構築したい
設計時には空圧回路のスキル/エア機器の知識が必要になります。
油圧式
油圧式は油圧供給の切り替えでクランプ/アンクランプを操作します。
機械/ポンプの油圧源を使用してラインで、以下のようなお客様に向いています。
- クランプ/アンクランプ時間も極力削減したい
- 無人稼働する自動化ラインを構築したい
設計時には油圧回路のスキル/油圧機器、組み付け時には配管スキルも必要です。
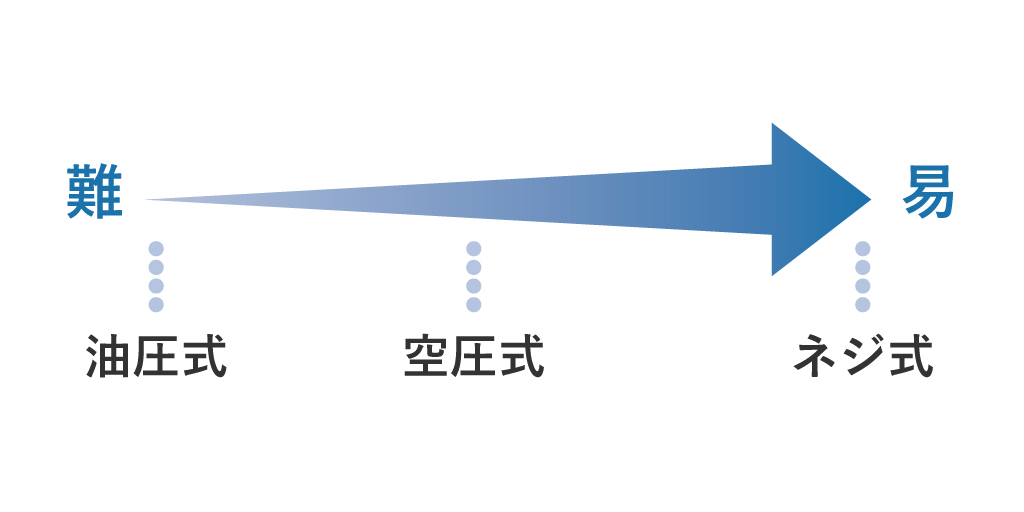
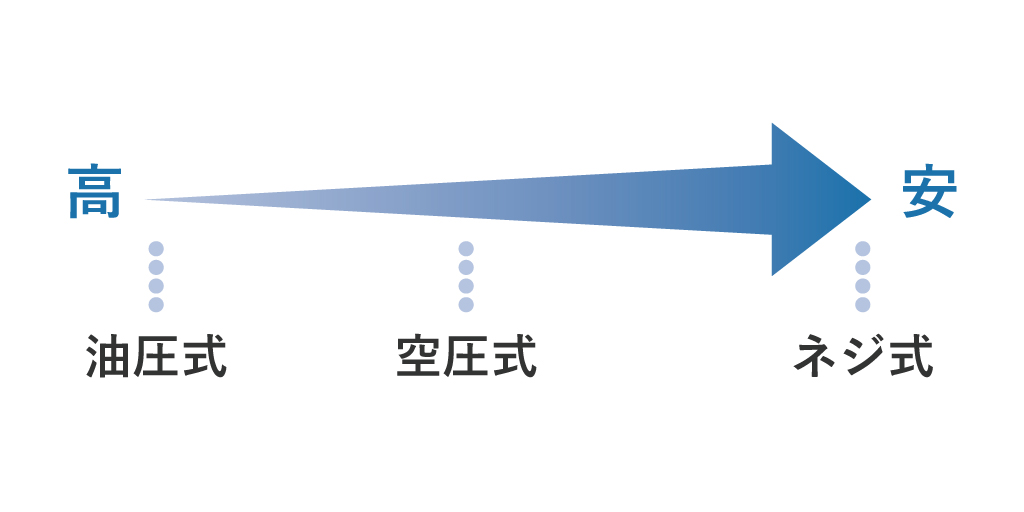
特長比較
ジグ設計・製作の難易度
クランプ力

初期費用
ジグ交換時間
Q-ロックエレメントのラインナップ
ナベヤが取り扱うQ-ロックエレメントのラインナップについて紹介します。
ネジ式
-
ネジ式・上面操作タイプ
外径φ45~取り揃えており、小型から大型サイズのパレットに組み込みできます。
-

ネジ式・サイド操作タイプ
ジグパレットの上面からレンチ操作できない場合に側面から操作できます。レンチ操作の範囲を気にすることなくパレット上面全面を使用できます。
-

ネジ式・シングルサイド操作タイプ
ピン本体の両側に設けた溝により、1ユニットでXYZと回転方向の位相も決まります。
1ユニットで小型パレットの段取り替えができます。
空圧式
-

空圧式・単動タイプ
クランプ時はバネ、アンクランプ時のみエアーを使用するため、加工中は配管の切り離しが可能です。工場内のエアー配管を利用し、容易にシステムの構築が行えます。
-

空圧式・複動タイプ
クランプ/アンクランプ時にエアーを使用。バルブの切り替えでジグの自動交換に対応できます。工場内のエアー配管を利用し、容易にシステムの構築が行えます。
油圧式
-

油圧式・単動タイプ
クランプ時はバネ、アンクランプ時のみ油圧を使用。クランプ中の油漏れ、温度変化・断線などのトラブルがありません。
-

油圧式・複動タイプ
クランプ/アンクランプ時に油圧を使用。バルブの切り替えでジグの自動交換に対応できます。
仕様表
| ネジ式 上面操作タイプ |
ネジ式 サイド操作タイプ |
サイドネジ式 シングルタイプ |
|
|---|---|---|---|
| 製品 |  |
 |
 |
| クランプ力 | 7~25kN | 8~20kN | 8~20kN |
| 繰り返し位置決め精度 | 3µm | 3µm | 5µm ※中心から50mmの位置 |
| 耐久テストクリア回数 | 1万回 | 1万回 | - |
| 最高使用圧力 | - | - | - |
|
空圧式 単動 |
空圧式 複動 |
|
|---|---|---|
| 製品 |  |
 |
| クランプ力 | 1~10kN | 1~10kN |
| 繰り返し位置決め精度 | 3µm | 3µm |
| 耐久テストクリア回数 | 50万回 | 50万回 |
| 最高使用圧力 | 1MPa | 1MPa |
|
油圧式 単動 |
油圧式 複動 |
|
|---|---|---|
| 製品 |  |
 |
| クランプ力 ※5MPa時 | 3~16kN | 3~16kN |
| 繰り返し位置決め精度 | 3µm | 3µm |
| 耐久テストクリア回数 | 50万回 | 50万回 |
| 最高使用圧力 | 5MPa | 5MPa |
導入効果
段取り方法の違いによる段取り時間の比較
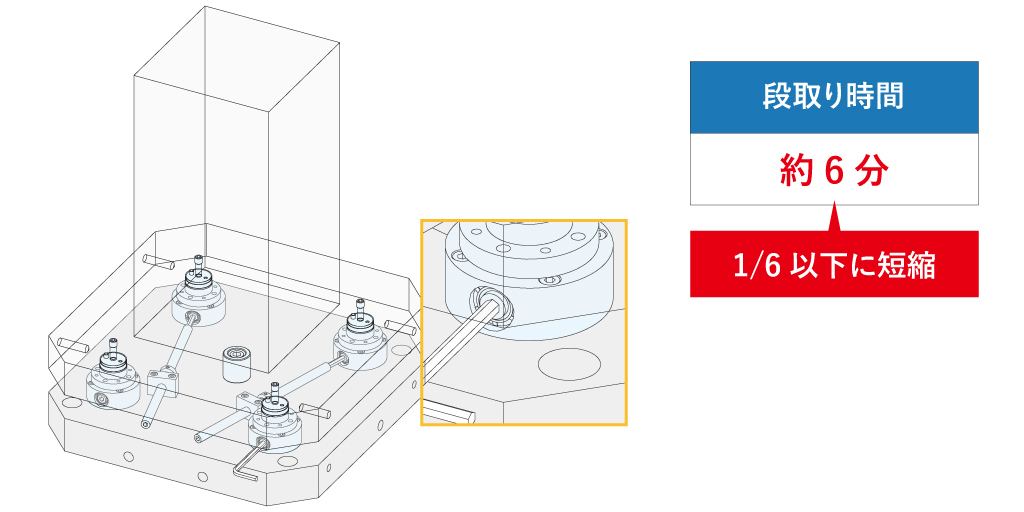
立形マシニングセンタ
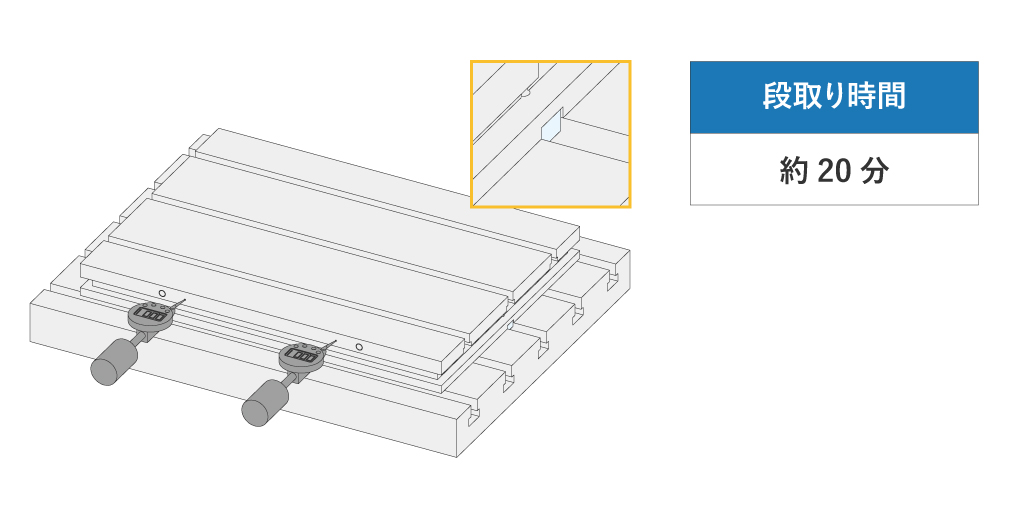
ガイドブロックによる位置決め
ワークを取り付けるジグのプレートにガイドブロックを取り付け、 機械テーブルのT溝に挿入しテーブル端面の平行を確認します。
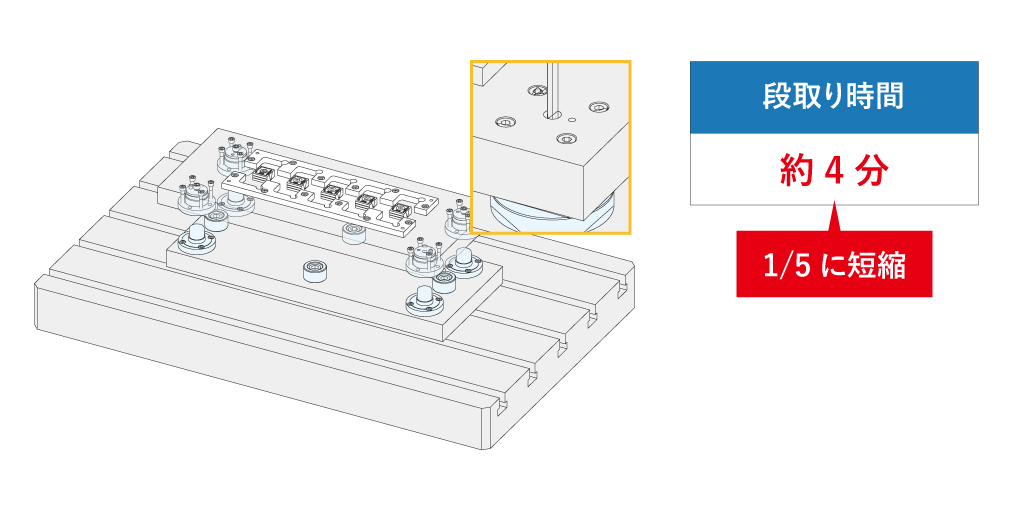
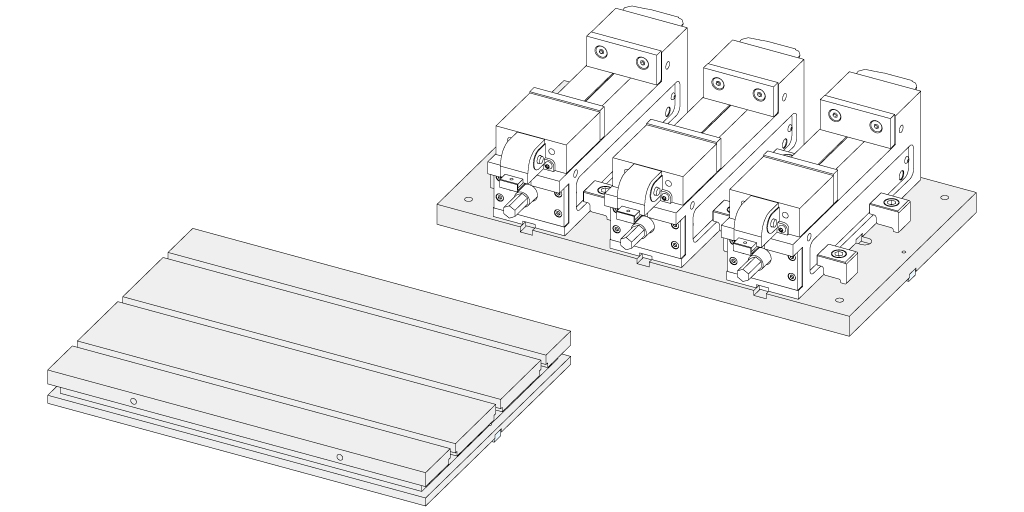
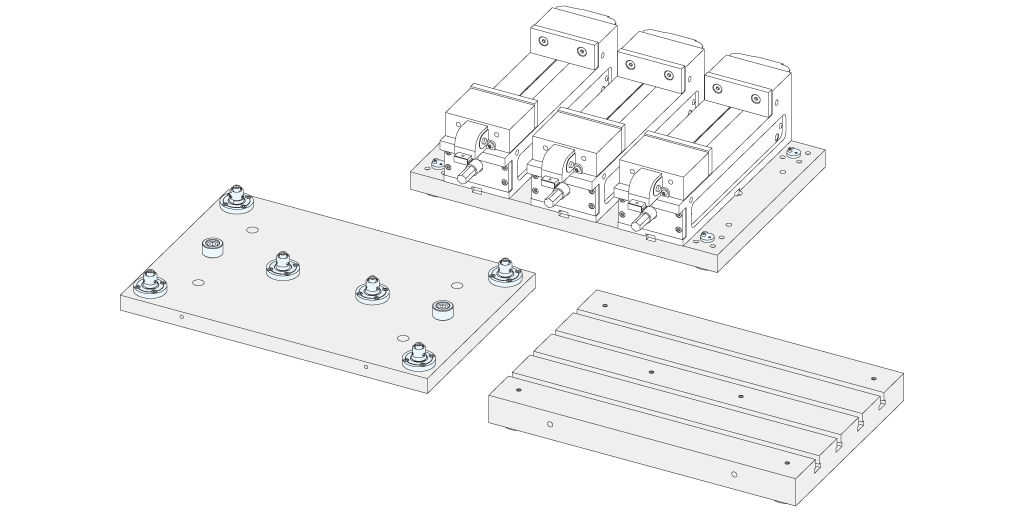
ネジ式Q-ロックエレメントによる位置決め
ワークを取り付けるプレートにブッシュ、機械テーブルに取り付けた基準となるプレートにはピンを取り付け、レンチ操作を行うことで固定と位置決めが完了します。
導入効果
 |
 |
|
| 初期投資 | 総額 ¥1,276,000 | 総額 ¥1,836,000 |
| コスト/段取り※ | ¥1,320 | ¥396 |
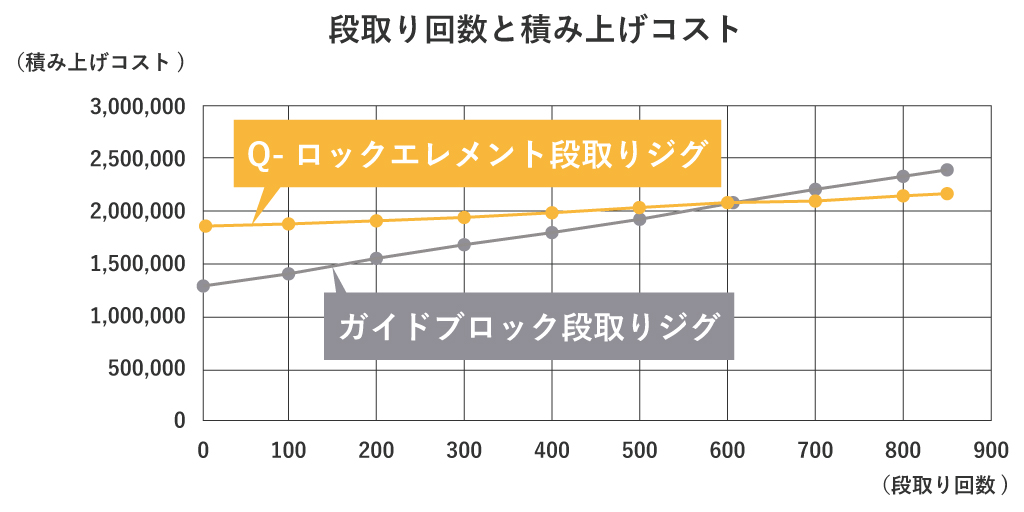
初期投資差¥560,000 約600回でコストは同一!
以降はQ-ロックエレメント段取りジグの方がコストは低い!
(利益大)
※段取り回数は、5回/日段取りで約6か月
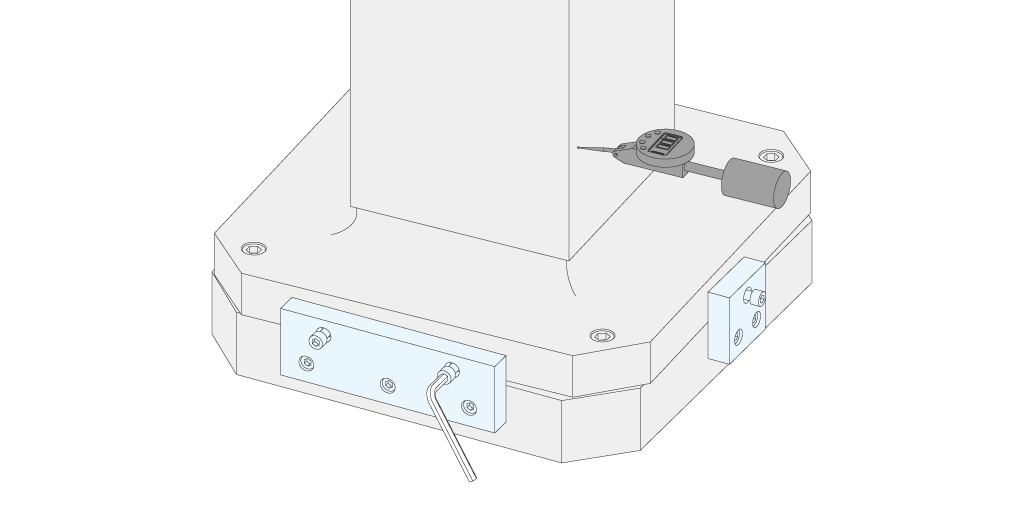
横形マシニングセンタ
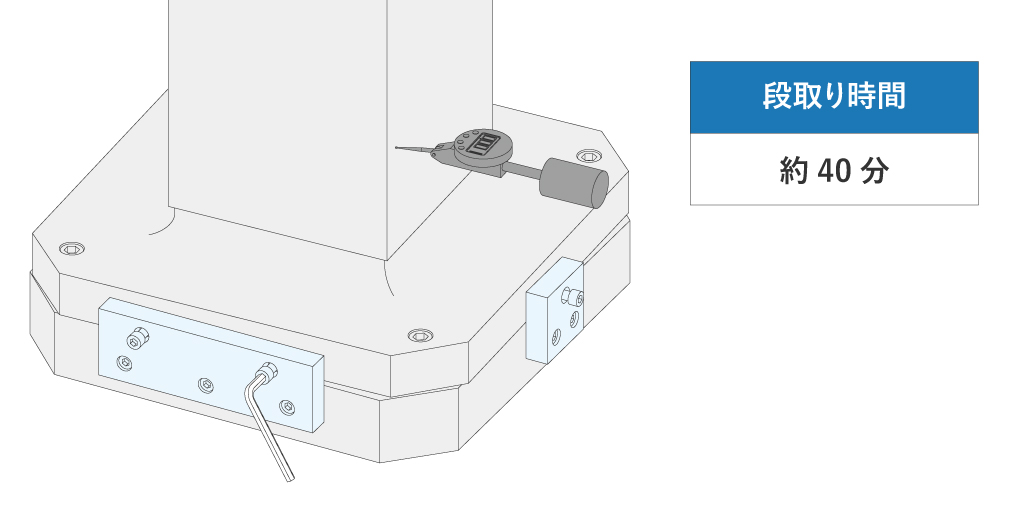
エッジロケーターによる位置決め
エッジロケーターによる引き込み作業を行います。 締め付け手順や締め付けトルクにより発生するズレを何度も調整するため時間がかかります。
ネジ式Q-ロックエレメントによる位置決め
基準となるプレートにはピンを取り付け、レンチ操作を行うことで固定と位置決めが完了します。
導入効果
|
エッジロケーター段取り |
Q-ロックエレメント段取り |
|
| 機械稼働時間/回 | 45分 | 45分 |
|
機内段取り時間/回 |
60分 | 12分 |
| ジグ段取り回数/日 | 4回 | 8回 |
| 機内段取り時間/日 | 240分 | 96分 |
| 機械稼働時間/日 | 180分 | 360分 |
| 生産量/日 | 4個 | 8個 |
日当たり効果
コストダウン ¥9,504!
※時間チャージ/人工¥4,000の設定
機械稼働時間が2倍に!
生産量が2倍に!
活用例
立形マシニングセンタ
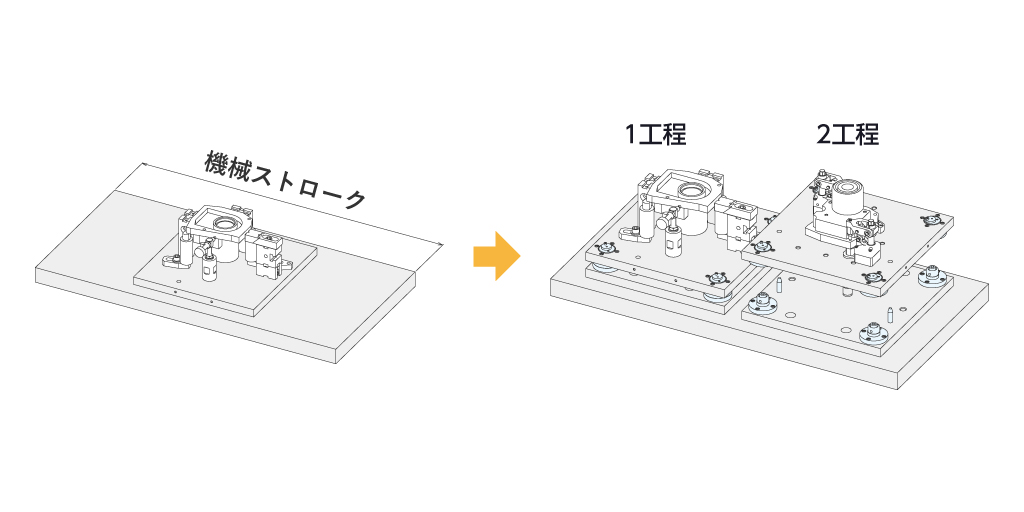
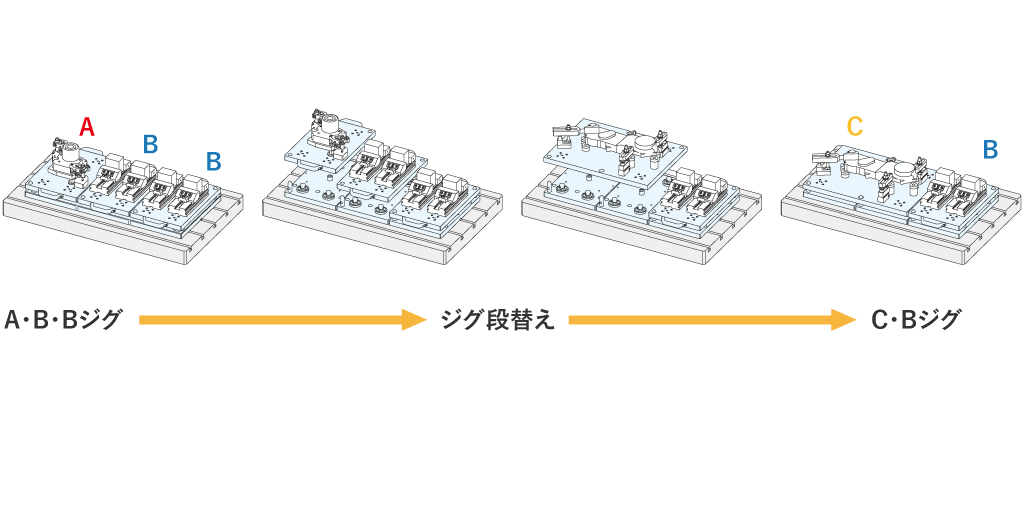
1台の機械で2工程の加工を素早く完結させる
2工程で完結するワークに対して、機械ストローク内に工程ごとのワークを交換できるようにします。
そうすることで1加工あたりで2工程を加工できるようになります。
Q-ロックエレメントを使用することで、機内作業の時間も短縮でき、1台の機械で日当たりの加工数量を増やすことが可能です。
使用製品


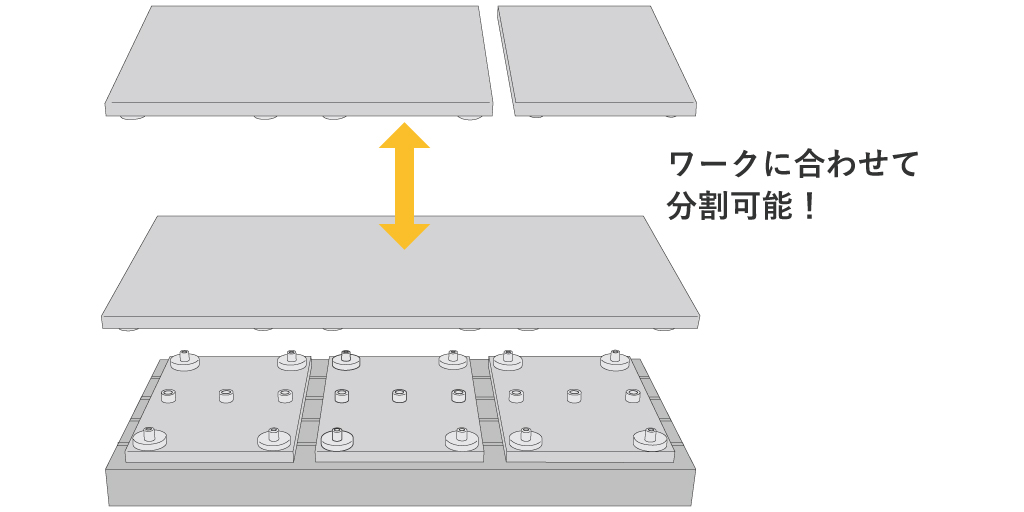
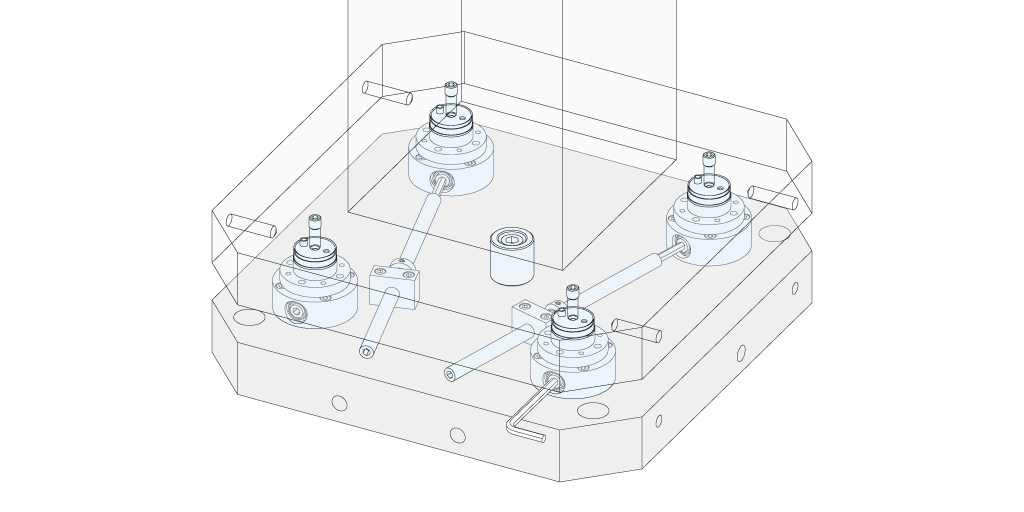
さまざまなワークに瞬時に対応できる加工環境を作る
機械テーブルに取り付ける基準のプレートに合わせて、交換するプレートのサイズを変更できます。
1台の機械で小ワーク、大ワークのサイズに合わせて、位置決めと交換が素早く行える環境を作ることが可能です。
使用製品


横形マシニングセンタ
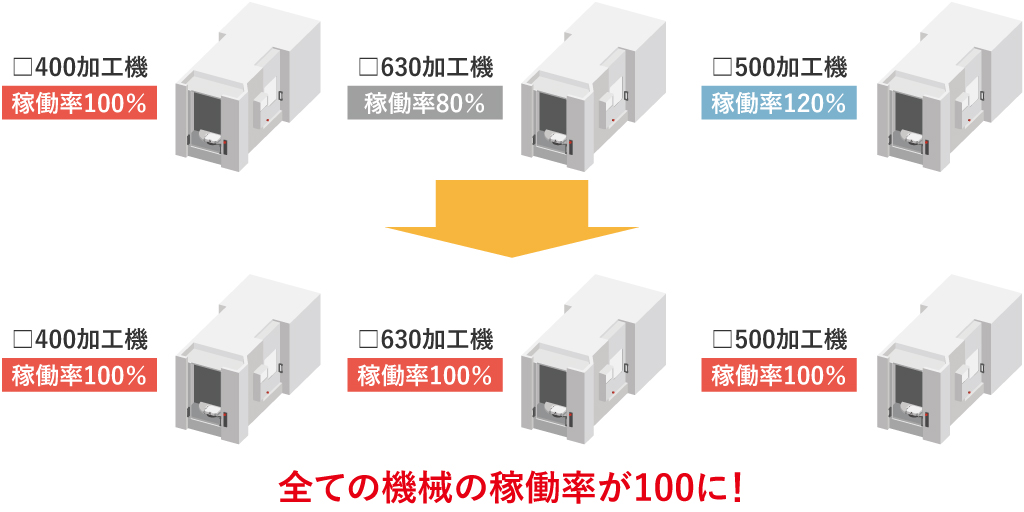
ワークやジグのサイズで加工機を限定しない環境により、工場内設備の稼働率を平準化し安定生産
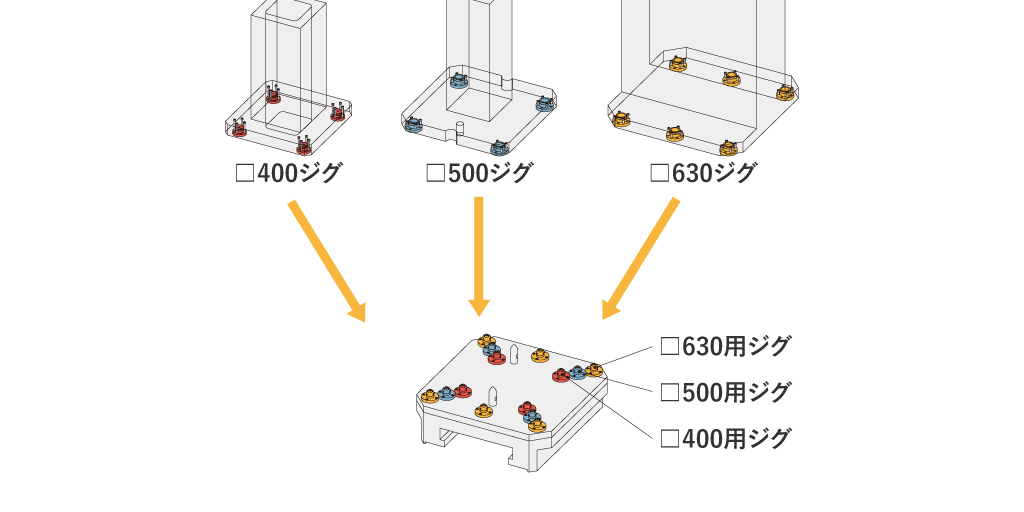
機械テーブルに固定する基準のプレートにQ-ロックエレメントのピンを放射線状に配置し、異なるイケールサイズも□630の機械へ位置決めと取り付けができるようにします。
他サイズの加工機の稼働率が100%を超え、□630の機械の稼働率が100%を割っている場合に、□400や□500のジグを移動して加工することができます。
工場全体で機械の稼働率にバラつきがある場合、工場内の機械の稼働率を平準化し、生産性の安定化に貢献します。
使用製品
マシニングセンタ全般
ジグを共通化し加工機ごとのジグの芯出しや専用化不要の環境作り
加工機別に専用化したジグではそれぞれの加工機の運用に使用が限定されていしまいます。各加工機のテーブルやジグに取り付ける基準となるQ-ロックエレメントのピンの配置を統一化することにより、ワークを取り付けて交換するジグプレートを加工機を選ばずに移動させることができます。
工程ごとに設備が変わる際に、瞬時に設置ができることで工程間における段取り時間を削減できます。
共通化した交換ジグ
設備に取り付ける基準ベース
使用製品

選定方法
Q-ロックエレメントの選定は使用される環境・求めるゴールによって最適なタイプの製品を選定します。
ジグ構築のサポートを行っています
Q-ロックエレメントの活用をはじめ、お客様のニーズに合わせたジグの構築サポートを行っております。
ジグの検討や設計・製作が難しい場合はナベヤの「ジグソリューション」をご活用ください。