![]()
Q-ロックエレメント/ピン(油圧式 複動)
E-9659H

仕様/価格
| タイプ | オ-ダ-No. | No. | 外径 | ピン径 | 総高 | 質量kg | 価格 | 在庫設定 | 在庫情報 | 製品BOX | CAD | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DXF | STEP | |||||||||||
| ロケート ピン |
129619 | QLH26DRP | 60 | 26 | 45 | 0.4 | 58,000 | 在庫 | 在庫〇 | 追加 |
|
|
| ロケート ピン |
129620 | QLH32DRP | 72 | 32 | 51 | 0.6 | 68,500 | 在庫 | 在庫△ | 追加 |
|
|
| ロケート ピン |
129621 | QLH40DRP | 88 | 40 | 61.5 | 1 | 73,500 | 在庫 | 在庫〇 | 追加 |
|
|
| ロケート ピン |
129622 | QLH48DRP | 105 | 48 | 74 | 1.8 | 87,000 | 在庫 | 在庫〇 | 追加 |
|
|
| ダイヤ ピン |
129623 | QLH26DDP | 60 | 26 | 45 | 0.4 | 63,000 | 在庫 | 在庫〇 | 追加 |
|
|
| ダイヤ ピン |
129624 | QLH32DDP | 72 | 32 | 51 | 0.6 | 74,500 | 在庫 | 在庫〇 | 追加 |
|
|
| ダイヤ ピン |
129625 | QLH40DDP | 88 | 40 | 61.5 | 1 | 79,500 | 在庫 | 在庫〇 | 追加 |
|
|
| ダイヤ ピン |
129626 | QLH48DDP | 105 | 48 | 74 | 1.8 | 92,500 | 在庫 | 在庫〇 | 追加 |
|
|
| クランプ ピン |
129627 | QLH26DCP | 60 | 24 | 45 | 0.4 | 52,500 | 在庫 | 在庫〇 | 追加 |
|
|
| クランプ ピン |
129628 | QLH32DCP | 72 | 30 | 51 | 0.6 | 58,000 | 在庫 | 在庫〇 | 追加 |
|
|
| クランプ ピン |
129629 | QLH40DCP | 88 | 37 | 61.5 | 1 | 68,500 | 在庫 | 在庫△ | 追加 |
|
|
| クランプ ピン |
129630 | QLH48DCP | 105 | 45 | 74 | 1.8 | 81,000 | 在庫 | 在庫〇 | 追加 |
|
|
寸法図・サイズ表
| 選択 | オ-ダ-No. | No. | No. | A | B | C h5 | D | E | F | G±0.005 | H | I | J | K | L | M(並目) | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 129619 | QLH26DRP | QLH26DRP | 60 | 26 | 29 | 28 | 8 | 12 | 12 | 45 | 48 | 5.5 | 6.6 | 9.5 | M4x0.7 | S26 | |
| 129620 | QLH32DRP | QLH32DRP | 72 | 32 | 35 | 34 | 8 | 12 | 14 | 51 | 58 | 7 | 7.5 | 11 | M6x1.0 | S32 | |
| 129621 | QLH40DRP | QLH40DRP | 88 | 40 | 42 | 41 | 8 | 15 | 16 | 61.5 | 72 | 7 | 9.5 | 11 | M8x1.25 | S38 | |
| 129622 | QLH48DRP | QLH48DRP | 105 | 48 | 53 | 51.5 | 8 | 18 | 20 | 74 | 87 | 9 | 11.4 | 14 | M8x1.25 | S50 | |
| 129623 | QLH26DDP | QLH26DDP | 60 | 26 | 29 | 28 | 8 | 12 | 12 | 45 | 48 | 5.5 | 6.6 | 9.5 | M4x0.7 | S26 | |
| 129624 | QLH32DDP | QLH32DDP | 72 | 32 | 35 | 34 | 8 | 12 | 14 | 51 | 58 | 7 | 7.5 | 11 | M6x1.0 | S32 | |
| 129625 | QLH40DDP | QLH40DDP | 88 | 40 | 42 | 41 | 8 | 15 | 16 | 61.5 | 72 | 7 | 9.5 | 11 | M8x1.25 | S38 | |
| 129626 | QLH48DDP | QLH48DDP | 105 | 48 | 53 | 51.5 | 8 | 18 | 20 | 74 | 87 | 9 | 11.4 | 14 | M8x1.25 | S50 | |
| 129627 | QLH26DCP | QLH26DCP | 60 | 24 | 29 | 28 | 8 | 12 | 12 | 45 | 48 | 5.5 | 6.6 | 9.5 | M4x0.7 | S26 | |
| 129628 | QLH32DCP | QLH32DCP | 72 | 30 | 35 | 34 | 8 | 12 | 14 | 51 | 58 | 7 | 7.5 | 11 | M6x1.0 | S32 | |
| 129629 | QLH40DCP | QLH40DCP | 88 | 37 | 42 | 41 | 8 | 15 | 16 | 61.5 | 72 | 7 | 9.5 | 11 | M8x1.25 | S38 | |
| 129630 | QLH48DCP | QLH48DCP | 105 | 45 | 53 | 51.5 | 8 | 18 | 20 | 74 | 87 | 9 | 11.4 | 14 | M8x1.25 | S50 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 |
|---|---|---|
| Q-ロックエレメント/ピン(油圧式 複動) | 本体:SCM440 | 本体:焼入HRC55 |
特長
-
■エアーブロー機能・着座確認機能・アンクランプ確認機能を利用することにより、自動化に対応できます。
[繰返し位置決め精度]3μm
旧型のQLSM仕様とは互換性がありませんのでご注意下さい。
旧型Q-ロックエレメント ピン(油圧式複動)
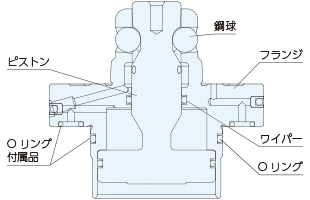
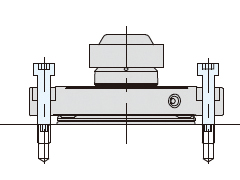
構成図
使用例
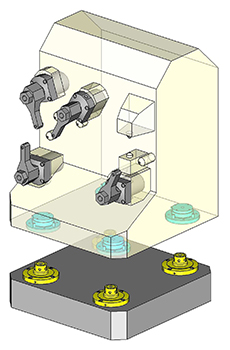 横型MC上の交換治具の高速交換
横型MC上の交換治具の高速交換
使用方法
■仕様表
| № | 駆動方式 |
クランプ力(kN) (5MPa時) |
リフトアップ力(kN/) (5MPa時) |
クランプストローク (mm) |
リフトアップ量 (mm) |
シリンダ容器(cm3) | ||
|---|---|---|---|---|---|---|---|---|
| クランプ | アンクランプ | クランプ側 | アンクランプ側 | |||||
| QLH26D | 油圧 | 油圧 | 3 | 1.5 | 4.5 | 1 | 0.7 | 1.4 |
| QLH32D | 7 | 2.7 | 5 | 1.5 | 2.7 | |||
| QLH40D | 10 | 4 | 6 | 2.6 | 4.8 | |||
| QLH48D | 16 | 6 | 7 | 4.3 | 8.6 | |||
| № |
最高使用圧力 (MPa) |
最低使用圧力 (MPa) |
保証耐圧力 (MPa) |
推奨エアーブロー圧 (MPa) |
使用流体 |
使用周囲温度 (℃) |
重量 (kg) |
|---|---|---|---|---|---|---|---|
| QLH26D | 5 | 2 | 7 | 0.5 | ドライエア | 0~65 | 0.4 |
| QLH32D | 0.6 | ||||||
| QLH40D | 1.0 | ||||||
| QLH48D | 1.8 |
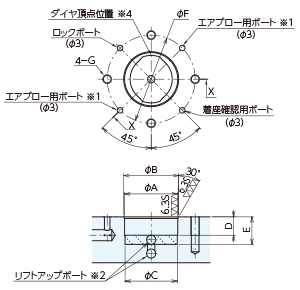
取付方法
●取付加工寸法
| No. | AH7 | B | C | D | E+0.30 | F | G |
|---|---|---|---|---|---|---|---|
| QLH26D | 29 | 30 | 28.8 | 10 | 15 | 48 | M5 |
| QLH32D | 35 | 36 | 34.8 | 10 | 15 | 58 | M6 |
| QLH40D | 42 | 43 | 41.8 | 10 | 18 | 72 | M6 |
| QLH48D | 53 | 54 | 52.8 | 10 | 21 | 87 | M8 |
※ダイヤピンは、頂点位置とタップ穴との関係が本図のようになっています。ダイヤの方向に合わせて、タップ穴と各ポート穴を加工してください。
※φAのピッチ許容差は±0.015としてください。ピン取り付け穴φAのピッチとブッシュ取り付け穴φAのピッチ差は、±0.015としてください。
※1.エアブロー用ポートは2ヶ所の内、どちらか1ヶ所をご使用ください。
※2.リフトアップポートは水色斜線範囲としてください。
※3.Oリング接触面は、カエリ・バリ・キズ無きこと。(面相度6.3S以下)
●取り付け穴ピッチ寸法
①ピン取り付け穴ピッチを基準に考えて、ブッシュ側の寸法差は、±0.015で加工してください。
②寸法差が±0.015で加工できない場合は、ブッシュの取り付け穴径を大きく加工してください。
③ブッシュをジグプレートに仮取り付け後、ピンでジグプレートを締結・離脱を繰返し、締結状態でブッシュ用クランプボルトを締め付けてください。これでピンのピッチにブッシュのピッチが修正されます。
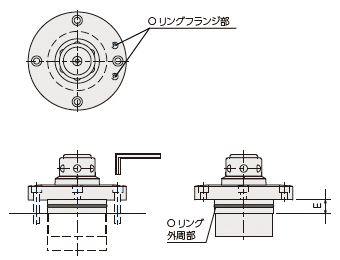
●ピンの取り付け方法
①取り付け相手部品の清掃を行い、穴口元部にカドがないことを確認し、カドがある場合は、取り除いてください。
②取り付け穴・ピンに取付けられたOリングにグリスを塗布してください。
③フランジ面に取り付けたOリング(エアーブロー・着座検出・クランプ用)の位置を確認してください。
④取り付けは、初めにE寸法分長いボルト4本を使用し、フランジ面が平行になるように締めてください。
※下記表の取り付けボルト4本を使用し、取り付けると傾きが無く行えます。
| № |
取り付けボルト (お客様御手配部品) |
付属Oリング | |
|---|---|---|---|
| 外周部 | フランジ部 | ||
| QLH26D | M5X15 | S26 | 4-P4 |
| QLH32D | M6X15 | S32 | 4-P4 |
| QLH40D | M6X20 | S38 | 4-P4 |
| QLH48D | M8X25 | S50 | 4-P4 |
⑤挿入途中で傾きが発生した場合は、抜き取って最初から作業をやり直してください。
●ピンの取り外し方法
①Q-ロックエレメントに供給されている油圧または空圧をすべてOFFにしてください。
※クランプ側、アンクランプ側ともに圧力が0(ゼロ)であることを確実に確認してください。圧力がかかったまま取り外しを行うと、取付ボルトを外した時に、Q-ロックエレメントが勢いよく飛出し非常に危険です。
②Q-ロックエレメントの取り付けボルト、4ヶ所を取り外してください。
③取り付けベース側のタップ穴を保護するため、ベース側タップ穴に適した六角穴付止めねじを装着してください。
④Q-ロックエレメントの取り付け穴4ヶ所のうち、2ヶ所がタップ穴になっています。(図1)
| QLH26D | M6XP1 |
| QLH32D | M8XP1.25 |
| QLH40D | M8XP1.25 |
| QLH48D | M10XP1.5 |
取り外し用タップ穴サイズに適合した六角穴付きボルトで、Q-ロックエレメントができるだけ水平状態を保つように2ヶ所を交互に操作し、徐々に押し上げて取り外しを行ってください。(図2)
図1
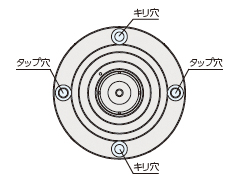
図2
■注意事項
・決められた圧力で作動させてください。
・テーパ-部、フランジ着座面に切り屑などが無いことを確認してください。
テーパ-部、フランジ着座面に切り屑などが付着したままピンとブッシュを締結すると、ジグプレートの精度が低下し、加工されたワークの加工精度に悪影響を及ぼします。
・ジグプレートを分離後、作業台など上に置く場合は、ブッシュの着座面を直接当てないよう注意してください。(図5)
ジグプレートの精度に悪影響を与えます。
・空圧配管内に、切り屑を進入させないでください。
配管内に切り屑が進入すると、Q- ロックエレメント内のOリングが破損し、空気漏れを起こし、作動不良となります。
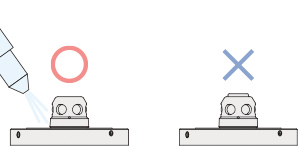
・ジグプレート取り外し後、Q- ロックエレメントピンを清掃する場合、クランプ状態にして行ってください。
アンクランプ状態の場合、ピン内部に切粉が侵入し作動不良の原因となります。
清掃はエアーブローにてお願いします。(図6)
・研削加工には使用しないでください。
スラッジによりQ- ロックエレメント内のOリングにキズがつき、作動不良の原因となります。
図5
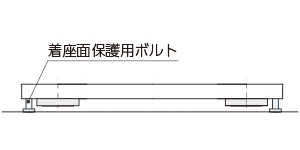
図6
メンテナンス方法
■点検方法
・ 精度保持のために、着座面、テーパー研削部にキズ・打コン・切り屑の付着がないことを確認し、不具合が発見された場合は、取り除いてください。
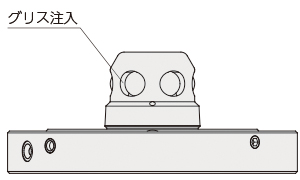
・ 定期的にグリスアップを行なってください。(図7)
ピンをアンクランプ状態にし、スチールボールの穴からグリスを挿入してください。
※定期的な清掃、グリスの補給、塗布をお願いします。
切り屑が付着およびグリス切れの状態では機能、精度が低下します。
※長期間の使用で、作動不良、精度低下等が、確認された場合は、Q-ロックエレメントの交換または、構成部品の交換を行なってください。
■保管方法
・ 使用後保管する場合は、Q-ロックエレメント、ジグプレート、ベースプレートに悪影響を及ぼす原因となる切削液、切屑、汚れなどを取り除いてください。
・ Q-ロックエレメント内部にはグリスを充填し、その他の箇所には、防錆油を塗布してください。
・ 保管は、水平な場所で行なってください。
・ ジグプレートを単体で保管する場合は、特にブッシュ下面は基準面のため、キズなどが付かないよう保護してください。