![]()
5軸マシンバイス
E-1195

仕様/価格
| オーダー № |
№ | 位置決め方法 | 全長 | 口巾 | 最大口開 (通常/口金反転時) |
標準ガイド ブロック巾 |
トルク N・m |
締付力 kN |
質量 kg |
価格 | 在庫設定 | 在庫情報 | 製品BOX | CAD | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DXF | STEP | ||||||||||||||
| 150462 | 5AU75-130P1 | ノックピン | 130 | 75 | 63/105 | - | 100 | 20 | 3.3 | 170,000 | 在庫 | 在庫〇 | 追加 |
|
|
| 150463 | 5AU75-170P1 | ノックピン | 170 | 75 | 103/145 | - | 100 | 20 | 4 | 182,000 | 在庫 | 在庫〇 | 追加 |
|
|
| 151680 | 5AU125 -230P | ノックピン | 230 | 125 | 139/205 | - | 120 | 25 | 9.3 | 221,000 | 廃番 | お問合わせ | 追加 |
|
|
| 159119 | 5AU125-230P1 | ノックピン | 230 | 125 | 139/205 | - | 120 | 25 | 9.3 | 244,000 | 在庫 | 在庫〇 | 追加 |
|
|
| 150464 | 5AU75-130GB1 | ガイドブロック | 130 | 75 | 63/105 | 14 | 100 | 20 | 3.3 | 212,000 | × | 在庫〇 | 追加 |
|
|
| 150465 | 5AU75-170GB1 | ガイドブロック | 170 | 75 | 103/145 | 14 | 100 | 20 | 4 | 222,000 | × | 在庫〇 | 追加 |
|
|
| 151681 | 5AU125 -230GB | ガイドブロック | 230 | 125 | 139/205 | 18 | 120 | 25 | 9.3 | 258,000 | 廃番 | お問合わせ | 追加 |
|
|
| 159120 | 5AU125-230GB1 | ガイドブロック | 230 | 125 | 139/205 | 18 | 120 | 25 | 9.3 | 284,000 | 在庫 | 入荷予定 | 追加 |
|
|
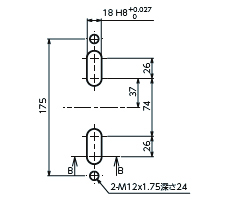
寸法図・サイズ表
| 選択 | オーダー № |
№ | A | B | C | D | E | F-1 | F-2 | F-3 | G | H | I | J | K | L | M | N | O | P±0.015 | Q±0.015 | R H8 | S | T | U | V | W | x | Y | Z | AA h7 | AB | AC |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 150462 | 5AU75-130P1 | 130 | 76 | 75 | 48 | 23 | 6-58 | 11-63 | 51-105 | 20 | 8 | M6 | 32.5 | 10 | 50 | 75 | φ10座グリ深さ3 | M8 | 100 | 50 | 10 | 25 | 100 | φ6.6キリφ11座ぐり深さ6.5 | 27 | 12 | 16 | 5 | 142 | - | - | 7 | |
| 150463 | 5AU75-170P1 | 170 | 76 | 75 | 48 | 23 | 6-98 | 11-103 | 51-145 | 20 | 8 | M6 | 32.5 | 10 | 50 | 125 | φ10座グリ深さ3 | M8 | 100 | 50 | 10 | 25 | 100 | φ6.6キリφ11座ぐり深さ6.5 | 27 | 12 | 16 | 5 | 179 | - | - | 7 | |
| 151680 | 5AU125 -230P | 230 | 126 | 125 | 48 | 30 | 2-134 | 7-139 | 83-205 | 27 | 10 | M6 | 32 | 10 | 70 | 90 | φ14座グリ 深さ3 | M10 | 100 | 50 | 10 | 45 | 125 | φ9キリφ14座ぐり深さ8.6 | 32 | 12 | 16 | 5 | 249.2 | - | - | - | |
| 159119 | 5AU125-230P1 | 230 | 126 | 125 | 48 | 30 | 2-134 | 7-139 | 83-205 | 27 | 10 | M6 | 32 | 10 | 70 | 90 | φ14座グリ 深さ3 | M10 | 100 | 50 | 10 | 45 | 125 | φ9キリφ14座ぐり深さ8.6 | 32 | 12 | 16 | 5 | 249.2 | - | - | 6.5 | |
| 150464 | 5AU75-130GB1 | 130 | 76 | 75 | 48 | 23 | 6-58 | 11-63 | 51-105 | 20 | 8 | M6 | 32.5 | 10 | 50 | 75 | φ10座グリ深さ3 | M8 | 100 | 50 | 10 | 25 | 100 | φ6.6キリφ11座ぐり深さ6.5 | 27 | 12 | 16 | 5 | 142 | 14 | 5 | 7 | |
| 150465 | 5AU75-170GB1 | 170 | 76 | 75 | 48 | 23 | 6-98 | 11-103 | 51-145 | 20 | 8 | M6 | 32.5 | 10 | 50 | 125 | φ10座グリ深さ3 | M8 | 100 | 50 | 10 | 25 | 100 | φ6.6キリφ11座ぐり深さ6.5 | 27 | 12 | 16 | 5 | 179 | 14 | 5 | 7 | |
| 151681 | 5AU125 -230GB | 230 | 126 | 125 | 48 | 30 | 2-134 | 7-139 | 83-205 | 27 | 10 | M6 | 32 | 10 | 70 | 90 | φ14座グリ深さ3 | M10 | 100 | 50 | 10 | 45 | 125 | φ9キリφ14座ぐり深さ8.6 | 32 | 12 | 16 | 5 | 249.2 | 18 | 6 | - | |
| 159120 | 5AU125-230GB1 | 230 | 126 | 125 | 48 | 30 | 2-134 | 7-139 | 83-205 | 27 | 10 | M6 | 32 | 10 | 70 | 90 | φ14座グリ深さ3 | M10 | 100 | 50 | 10 | 45 | 125 | φ9キリφ14座ぐり深さ8.6 | 32 | 12 | 16 | 5 | 249.2 | 18 | 6 | 6.5 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 | 表面処理 |
|---|---|---|---|
| 5軸マシンバイス | 本体:S50C口金:SCM440 | 本体:調質(HRC25) 口金:全体焼入れ(HRC53) |
本体:黒染め処理(四三酸化鉄被膜) 口金:黒染め処理(四三酸化鉄被膜) |
特長
-
■センタリングクランプ
センタリング精度±0.02
繰り返し位置決め精度±0.01
■ワークサイズに柔軟に対応
ワークサイズ変更時もハンドル操作で対応
口金の組み替えで口開きの増大化が可能
組み替え時の再現性も高精度
■確実なクランプ
ワーク下部を平行に強力クランプ
グリップ爪がワークに食い込むことで高い保持力が出せます。
[仕様・型式変更のご案内]
一部の製品において口金上面及び本体側面に目盛りを追加し、品番を変更しております。
品番は以下表にてご確認ください。
| 旧 | 新(後継品) | |
| No. | 5AU125-230P | 5AU125-230P1 |
| 5AU125-230GB | 5AU125-230GB1 |
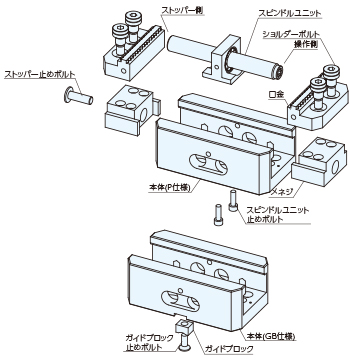
構成図
使用例
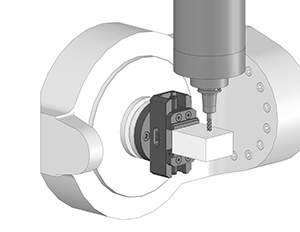
5軸加工機での単品加工
ロータリーテーブル用の汎用ジグに
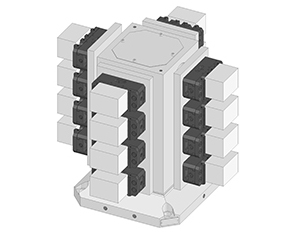
横形MCでの多数個取りジグ例
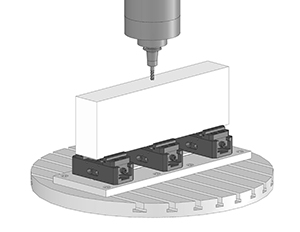
干渉が少ない長尺ワーク加工用ジグ
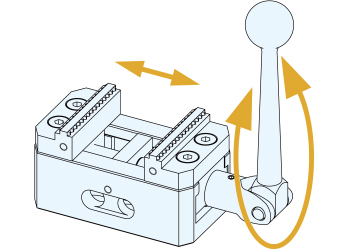
使用方法
スピンドルユニット側面の六角穴に別売りの「マシンバイスシリーズ ハンドル」(以降、ハンドル)を使用またはトルクレンチを挿入して操作します。
ハンドルまたはトルクレンチの回転操作で口金がバイスのセンターに向かって前後移動をし、ワークをクランプ/アンクランプします。
●口開きの拡大
ワークサイズが大きくなった場合に、口金を反転すれば開きを大きくできます。
口金反転方法
口金取付用ショルダーボルトを取り外し、口金を反転し締付・固定。
口開き寸法
平面部 : F-1
グリップ部 : F-2
グリップ部(口金反転時): F-3
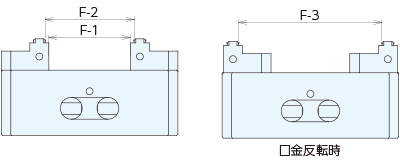
| № | F-1 | F-2 | F-3 |
|---|---|---|---|
| 5AU 75-130 | 6-58 | 11-63 | 51-105 |
| 5AU 75-170 | 6-98 | 11-103 | 51-145 |
| 5AU125-230 | 2-134 | 7-139 | 83-205 |
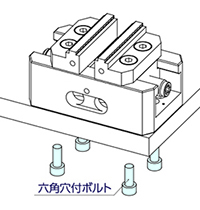
取付方法
機械テーブル、ジグに位置決め、取り付けます。
位置決めはノックピンまたはガイドブロックのタイプから選定します。
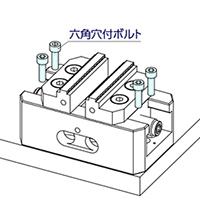
取り付けは、六角穴付きボルトまたは取付クランプで締め付け、固定します。
機械テーブルのタップ穴やT溝位置が合わない場合は専用の取り付けプレートをご準備ください。
弊社にて特注製作も承ります。
-
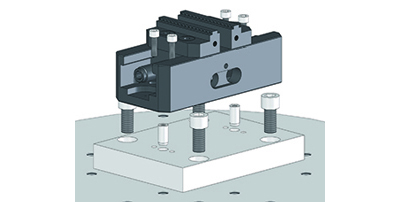
機械テーブルがタップ穴の場合は、専用の取り付けプレートを製作してください。(特注での製作も承ります。)
-
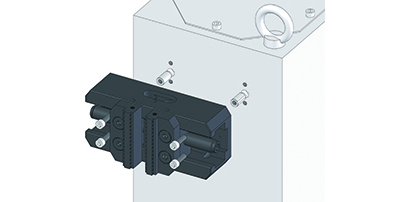
ジグベースに直付けの場合は、ベース側にバイス本体の位置決め用と固定用に加工を行ってください。(本体の固定は4箇所)
-
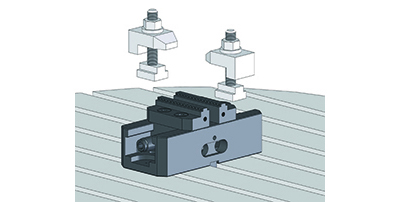
機械テーブルがT溝本体の場合は、付属のガイドブロックで位置決めを行い、側面の溝を利用して固定をしてください。
■ノックピンでの取り付け・位置決め
●位置決め方法
お手持ちのジグにノック穴の追加工を施し、ノックピンを挿入します。
マシンバイス本体の位置決め穴にノックピンを望ませて位置決めを行います。
●取付方法
以下の方法で固定ができます。
・上面から六角穴付きボルトで締め付け、固定
・下面から六角穴付きボルトで引き込み、締め付け、固定
・取付クランプで締め付け、固定
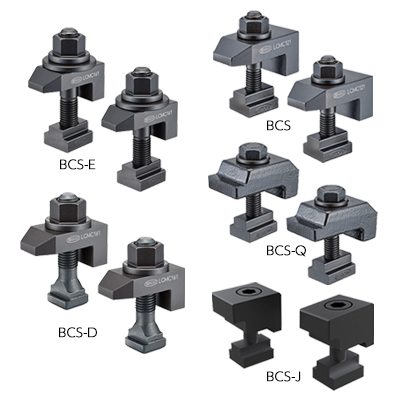
●取付部品
ノックピン、取付ボルト、取付クランプは付属しておりません。
以下の取付部品一覧表をご確認の上購入してください。
| No. | ノックピン | 取付ボルト | 取付クランプ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 上面から取付の場合 | 下面から取付の場合 | |||||||||||
| ピン径 | № | ネジ径 | № | ネジ径 | ボルト長さ | 基準値 | 座ぐり深さ | 適合T溝巾 | ネジ径 | № | ||
| 5AU 75-130P1 | φ10 | PKR10020A | M6 | SKS06020 | M8 | 15 | +3/-2 | 6.4 | 8.6 | 14 | M12 | BCS14C |
| 5AU 75-170P1 | φ10 | PKR10020A | M6 | SKS06020 | M8 | 15 | +3/-2 | 6.4 | 8.6 | 14 | M12 | BCS14C |
| 5AU125-230P1 | φ10 | PKR10020A | M8 | SKS08020 | M10 | 13 | +3/0 | 2.2 | 10.8 | 18 | M12 | BCS18H |
■注意事項
下面から引込み、固定する場合は、プレート厚みなどに合わせて首下を変更してください。
取り付けプレート厚み20mmの場合
| № | 呼び | ボルト長さ | ||
|---|---|---|---|---|
| 最大 | 最小 | № | ||
| 5AU 75 | M8 | 29.4 | 24.4 | SKS08025 |
| 5AU125 | M10 | 25.2 | 22.2 | SKS10025 |
※プレートサイズに適した長さがない場合は座ぐり深さで調整してください。ボルト長さは(基準値*プレート厚み)で算出しております。
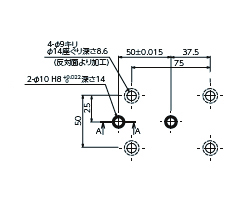
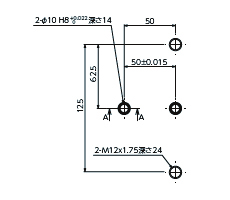
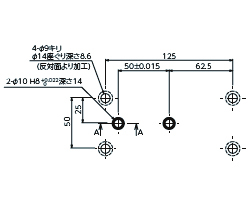
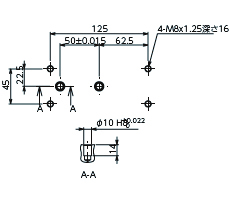
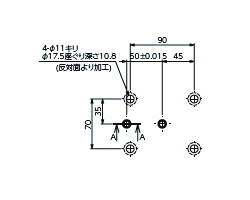
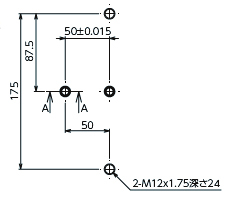
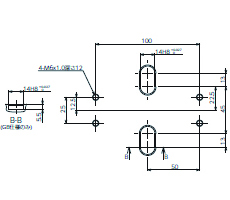
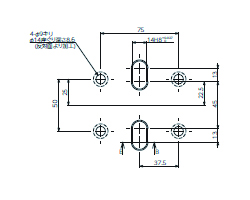
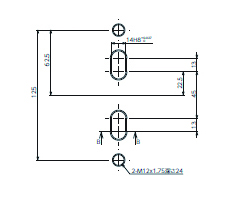
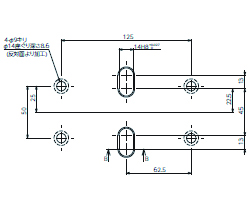
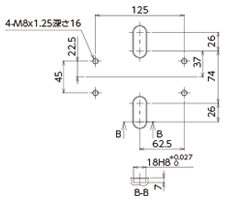
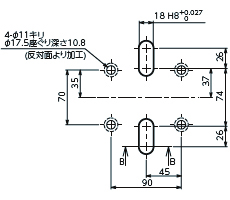
●取付加工寸法
取付方法に合わせて、製品型式ごとの加工寸法図に準じて追加工してください。
| 取付方法 |
上面からボルト止めの場合
|
下面からボルト止めの場合
|
取付クランプ使用の場合
|
|---|---|---|---|
| 5AU75-130P1 |
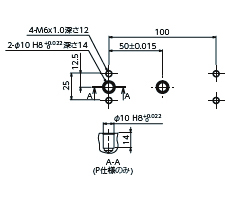 |
 |
 |
| 5AU75-170P1 |
 |
||
| 5AU125-230P1 |
 |
 |
 |
■ガイドブロックでの取り付け・位置決め
●位置決め方法
機械テーブルのT溝、またはジグに追加工したガイド溝へ、付属のガイドブロックを望ませて位置決めします。
●固定方法
以下の方法で固定ができます。
①上面から六角穴付きボルトで締め付け、固定
②下面から六角穴付きボルトで引き込み、締め付け、固定
③取付クランプで締め付け、固定
●取付部品
ガイドブロックは本体に付属されています。
●付属ガイドブロック一覧表
| No. | ガイドブロック | |
|---|---|---|
| 巾 | № | |
| 5AU 75-130GB1 | 14 | 5AUGB14-14 |
| 5AU 75-170GB1 | 14 | 5AUGB14-14 |
| 5AU125-230GB1 | 18 | LTGB18-18 |
取付ボルト、取付クランプは付属しておりません。取付部品一覧表をご確認の上、購入してください。
取付部品一覧表
| № | 取付ボルト | 取付クランプ | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 上面から取付の場合 | 下面から取付の場合 | |||||||||
| ネジ径 | № | ネジ径 | ボルト長さ | 基準値 | 座ぐり深さ | 適合T溝巾 | ネジ径 | № | ||
| 5AU 75-130GB1 | M6 | SKS06020 | M8 | 15 | +3/-2 | 6.4 | 8.6 | 14 | M12 | BCS14C |
| 5AU 75-170GB1 | M6 | SKS06020 | M8 | 15 | +3/-2 | 6.4 | 8.6 | 14 | M12 | BCS14C |
| 5AU125-230GB1 | M8 | SKS08020 | M10 | 13 | +3/0 | 2.2 | 10.8 | 18 | M12 | BCS18H |
■注意事項
下面から引込み、固定する場合は、プレート厚みなどに合わせて首下を変更してください。
取り付けプレート厚み20mmの場合
| № | 呼び | ボルト長さ | ||
|---|---|---|---|---|
| 最大 | 最小 | № | ||
| 5AU 75 | M8 | 29.4 | 24.4 | SKS08025 |
| 5AU125 | M10 | 25.2 | 22.2 | SKS10025 |
※プレートサイズに適した長さがない場合は座ぐり深さで調整してください。ボルト長さは(基準値*プレート厚み)で算出しております。
●取付加工寸法
取付方法に合わせて、製品型式ごとの加工寸法図に準じて追加工してください。
| 取付方法 | 上面からボルト止めの場合
 |
 |
取付クランプ使用の場合 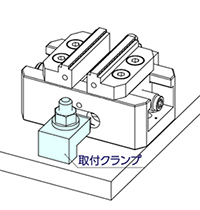 |
|---|---|---|---|
| 5AU75-130GB1 |
 |
 |
 |
| 5AU75-170GB1 |
 |
||
| 5AU125-230GB1 |
 |
 |
 |
精度規格
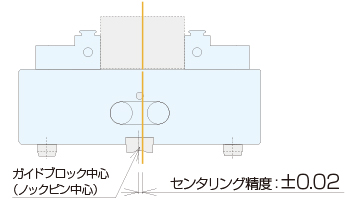
●センタリング精度
センタリング精度とは、クランプ時のワークの中心がバイス底面のピン/ガイドブロックの中心からどれくらいズレているかを指します。
弊社の5軸マシンバイスのセンタリング精度は±0.02です。(同一ワークでの測定)
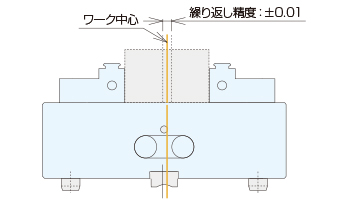
●繰り返し位置決め精度
繰り返し位置決め精度とは、同じ位置に同じ方向から繰り返し位置決めを行ったときに、どれだけ誤差が生じるかを表した数値です。
弊社の5軸マシンバイスの繰り返し位置決め精度は±0.01です。
※精度について
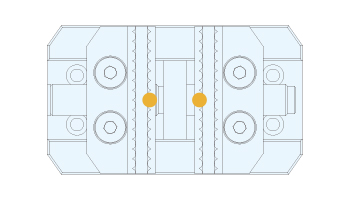
センタリング精度・繰り返し位置決め精度ともに、平行平面が出たワークを口金中央部で測定したときの精度です。
(●印:測定点)
その他
ナベヤの5軸マシンバイスには以下の特長があります。
特長1.少ない掴み代で主軸の干渉を回避して多面加工できます。
①干渉エリアが小さく、加工エリアが広い!
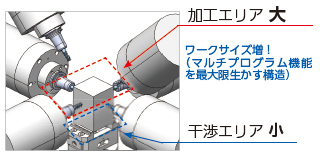
ワークが嵩上げにより、刃物干渉を防ぎ加工エリアを確保。
刃具がバイスを回避できるので、ワークへの接近性を高め切削条件が向上、より高精度加工ができます。
②少ない掴み代=素材費削減!
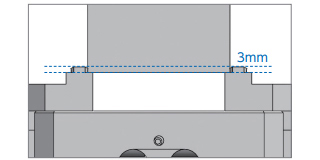
掴み代が少なく、高額な素材費の削減につながります。
③反転加工時に主軸移動が多いため高精度加工と座標の削減ができる!
●マシンバイスの場合
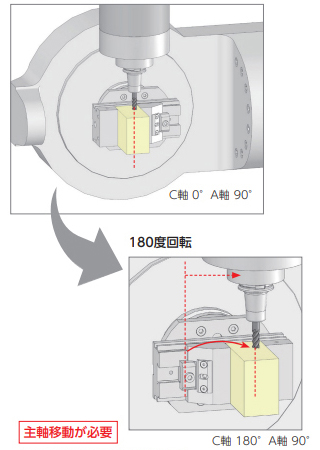
反転加工時に主軸移動があるため、同芯度に影響がでる可能性。
●5軸加工機用マシンバイスの場合
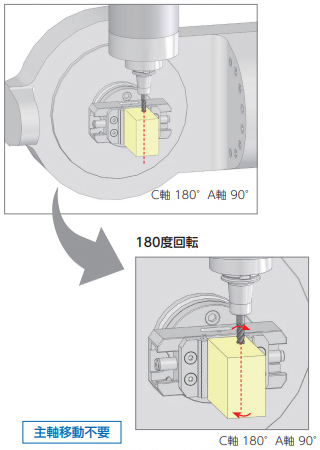
原点が1か所であるため、反転時に主軸移動がなく、軸移動が最小で高精度な加工ができます。
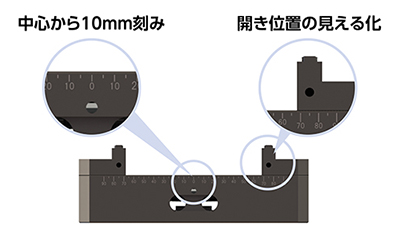
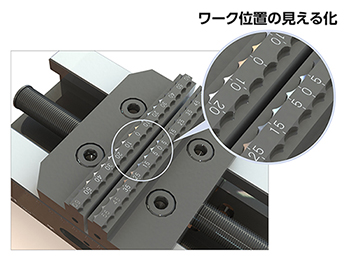
特長2.ワークを中心位置に合わせやすい
口金上面の目盛りで、ワーク位置をバイスの中心に合わせやすく、段取り時間を短縮します。
●目盛りの振り分け寸法
口金中心0点として、ハンドルの手前側と奥側で振り分け寸法を変えています。
手前側:左右に5㎜振分け、10㎜刻み
奥側 :左右に10㎜刻み
●中心の位置合わせ寸法
ワーク幅に合わせて目盛り位置合わせ。例)ワーク70㎜の場合、目盛り35㎜合わせ。
事前にワーク中心にケガキ(印)、中心目盛りの0点合わせ
特長3.開き位置が合わせやすい
本体側面の目盛りで、バイスの開き位置を調整しやすく、段取り時間を短縮します。
●目盛りの振り分け寸法
本体中心0点として、左右に10㎜刻みで刻印してあります。
●中心の位置合わせ寸法
クランプ方向のワークサイズに合わせて目盛りで位置合わせ。例)ワーク100㎜の場合、目盛り50㎜合わせ。