





































































































モード解析で振動対策に確信を~実測と合わせる多点計測のコツ~
その振動対策、確信を持てていますか?
生産ラインで稼働中の機械設備から異音や異常振動が発生した際、
「本当にこの対策で大丈夫なのか」と頭を抱えた経験はありませんか?
CAEでモード解析を実施し、固有振動数やモード形状を把握したとしても、その解析結果だけで対策に踏み切るのは、どうしても不安が残るものです。
現場での簡易的な振動測定だけでは、単に「振動が大きい」という事実はわかっても、
- 構造全体がどのように揺れているのか
- どの部分を補強すれば効果的なのか
などの根本的な原因を特定しきれないことがあります。
上司や関係部署から対策案の説明を求められた場面で、曖昧な根拠では納得を得ることは困難です。
限られた予算と時間の中で確実に効果を発揮する振動対策を実施するには、
「確信を持って対策を立案し、その効果を客観的に説明できる状態」
を目指すことが重要です。
その鍵となるのが、「実測データ」、特にモード形状を正しく捉えるための「多点計測」とCAE解析との連携です。
本記事では、以下の内容を体系的に解説します。
|
・CAE解析だけでは不十分な理由 |
|---|
モード解析とは?
モード解析とは、機械や構造物が「どのような振動の仕方をするか」を調べる解析手法です。
物体にはそれぞれ固有振動数(共振しやすい周波数)があり、その周波数で振動すると、大きく揺れたり異音や破損の原因になったりします。
モード解析は、
- どの周波数で
- どの部分が
- どのような形で
振動するかを可視化して把握することができます。
例えば、工作機械・ロボット・半導体製造装置などでは、振動によって加工精度低下やビビリ、位置ズレが発生します。
モード解析を行うことで、振動しやすい箇所や原因を特定し、補強リブ追加、材質変更、防振材追加、除振台導入などの対策検討が可能になります。
解析方法には、
- CAEによるシミュレーション解析
- 加停止状態の実機を測定する実験モード解析(EMA)
- 実際の稼働状態で発生している振動を測定する実稼働モード解析(OMA)
があります。
特に高精度機器では、設計段階からモード解析を行うことで、共振回避や高剛性化を実現し、品質・耐久性向上につなげることができます。
あわせて読みたい「お役立ち情報」
CAE解析だけでは不十分?振動対策に「実測」が不可欠な理由
CAEによるモード解析は設計段階や現象解明において非常に強力なツールですが、それだけで振動対策が完結することは稀です。
主な要因として、以下の4点が挙げられます。
| 要因 | 理由 |
|---|---|
| 境界条件の不確かさ | 固定ボルトや基礎の剛性は理想的な固定端と異なり、わずかな弾性変形やガタつきが固有振動数・モード形状に影響するため。 |
| 材料特性のばらつき | 製造ロットや加工方法によるヤング率・密度の微細なばらつきが、解析結果と実機挙動のズレを引き起こすため。 |
| 減衰のモデル化の難しさ | 接合部の摩擦などによる複雑な減衰をCAEで正確に再現することは極めて困難なため。 |
| 製造・組立公差による個体差 | 加工・組立のわずかな誤差が、個々の製品の振動特性に違いを生むため。 |
これらの要因により、CAE解析モデルと実機の挙動には必ずズレが生じます。
そのため、実測データによってモデルの妥当性を検証し、必要に応じて修正する「モデルコリレーション」のプロセスが、信頼性ある振動対策には不可欠になります。
実測データが「確信」と「説得力」を生む
実測がもたらす価値は2つあります。
1つ目は、エンジニア自身の「確信」です。
これまで目に見えなかったモード形状や振動特性が「見える化」されることで、自らの仮説を検証し、対策の妥当性を確認できます。
CAEで予測した共振点と実際のピーク周波数が一致した瞬間、漠然とした不安が確信へと変わります。
2つ目は、関係者への「説得力」です。
対策前後の振動振幅を比較したグラフや、モード形状のアニメーションは、言葉だけの説明よりはるかに強い説得力を持ちます。
コストや工数への理解を得やすくなり、組織的な意思決定をスムーズに進めることが可能になります。
モード解析における多点計測の重要性
モード解析の目的は、機械設備が特定の周波数でどのように変形するかを示す「モード形状」を正確に把握することです。
単一の測定点で振動の大きさを測るだけでは、構造全体のどこがどのように変形しているのかは見えてきません。
「点数」よりも「配置」が重要
多点計測において重要なのは、測定点の数をやみくもに増やすことではありません。
戦略的に測定点を配置することこそが、モード形状を正確に捉える鍵です。
測定点数が多くても配置が不適切であれば、重要なモードを見落としたり、モード形状を誤って認識したりするリスクがあります。
よくある3つの失敗例
| 失敗例 | 理由 |
|---|---|
| 問題箇所の周辺しか測定しない | 構造全体との連動が見えず、根本原因の特定が困難になる。 |
| 振動が大きい「腹」ばかりを測り「節」を測らない | モードの次数や種類(曲げ・ねじれ等)を判別できない。 |
| 測定しやすい平板部分だけを測る | リブ・補強材・接合部の挙動を見落とし、誤った結論に至る。 |
失敗しないための多点計測6つのコツ
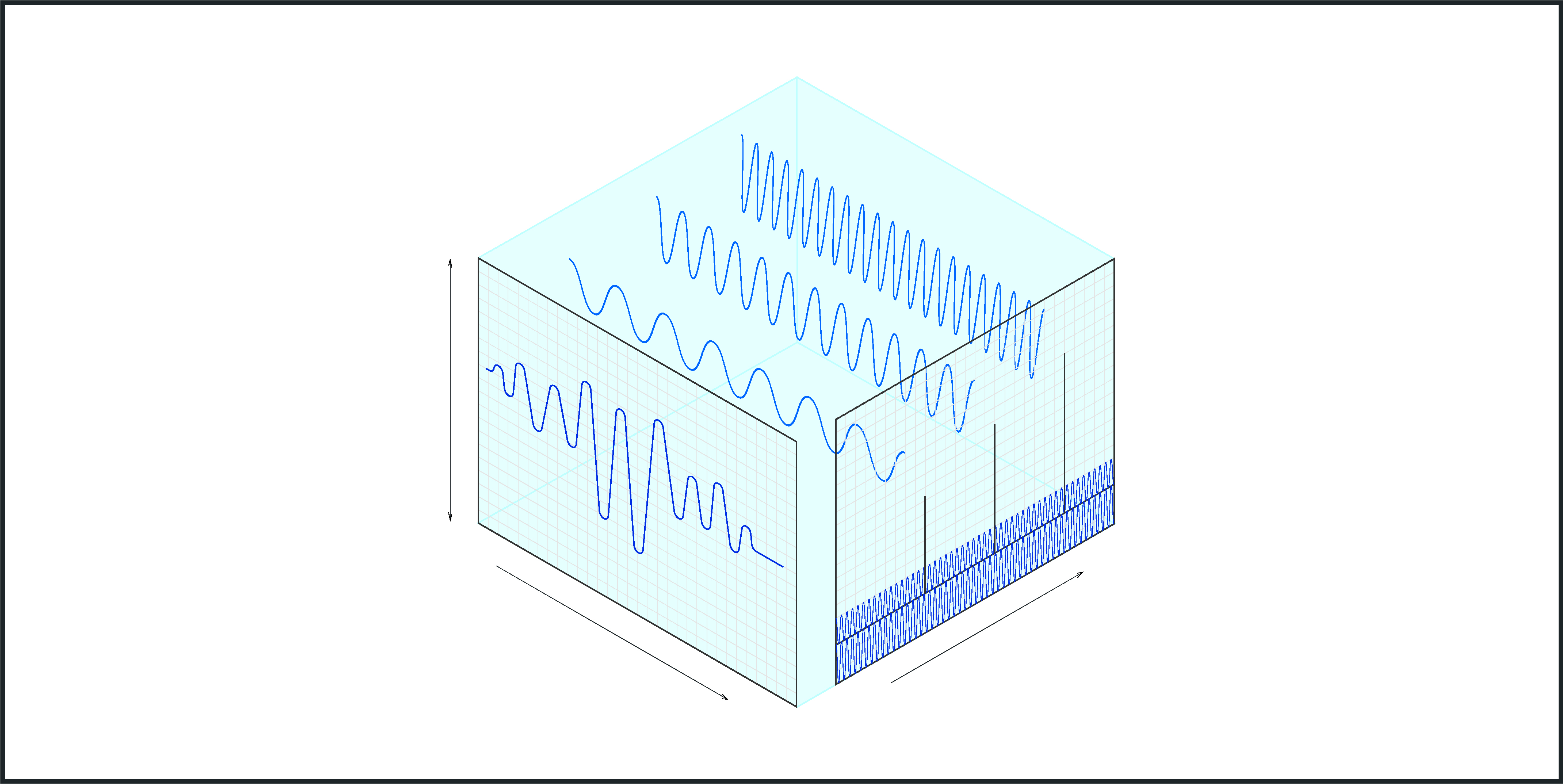
コツ1:見たいモードの波長を意識する(半波長あたり3〜6点)
モード形状は正弦波のような波形としてイメージできます。
この波形を正しく再現するために、半波長あたり最低3〜6点の測定点を配置することが推奨されます。
測定点数が不足すると、高次のモード形状を実際とは異なる形状として認識したり、モードそのものを見逃したりするリスクが高まります。
これはデジタル信号処理におけるサンプリング定理と同様の考え方です。
コツ2:振動の「腹」と「節」を予測して配置する
| 腹(ふく) | :振動の振幅が最大となる部分 |
|---|---|
| 節(ふし) | :振動の振幅がほぼゼロとなる部分 |
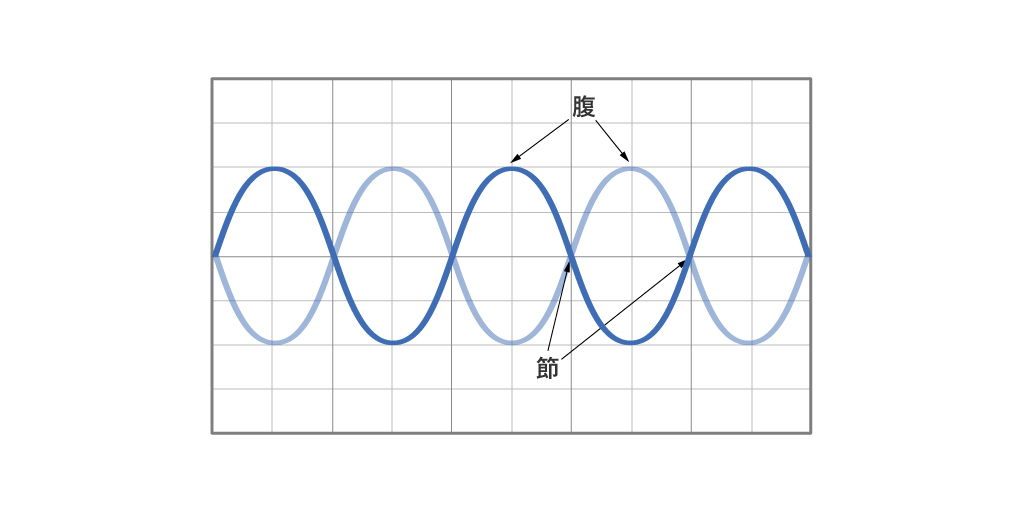
例えば、片持ち梁の1次曲げモードでは先端が腹、根元が節になります。
節の位置を特定することで、モードの次数・種類を確定でき、構造全体の挙動を正確に把握できます。
事前のCAE解析や構造物の形状から腹と節の位置を予測し、両方をバランスよく含むように測定点を配置しましょう。
コツ3:剛性が変化する点(リブ・角・接合部)は外さない
剛性とは、力を加えたときの変形のしにくさを示す指標です。
剛性が高いほど変形しにくく、固有振動数が高くなる傾向があります。
そのため、剛性が不連続に変化する箇所は振動特性に大きな影響を与えます。
重点的に測定点を配置すべき箇所は以下の通りです。
- リブの付け根
- 筐体のコーナー部
- ボルト締結部・溶接部(フランジなど)
これらの箇所は応力集中が発生しやすく、変形の起点となったり、複雑な挙動を示したりします。
また、モデルコリレーションの際にモデル化の妥当性を検証する上でも重要な情報となります。
コツ4:構造部材全体を網羅する均一な配置を心がける
振動問題の根本原因が、離れた場所にあったり、構造全体の連成モードが影響していたりするケースは少なくありません。
問題箇所周辺だけでなく、測定対象の構造部材全体にわたって均一に測定点を配置することが基本です。
俯瞰的な視点を持つことで、高次モードや全体的なねじれモードといった重要なモード形状の見落としを防ぎ、本質的な問題解決へとつながります。
コツ5:固定端・支持点など「動かないはず」の場所も測る
多くのエンジニアが見落としがちなのが、機械の固定端や支持点といった「動かないはず」と仮定される場所の測定です。
CAEモデルでは、これらの箇所を理想的な「完全固定」として設定することが一般的ですが、現実の構造物では、基礎の剛性不足やボルトの緩みなどにより、わずかながらも振動している可能性があります。
このような箇所を実際に測定し、振動の有無や大きさを確認することは、CAE解析モデルの境界条件の妥当性を評価する上で極めて重要です。
支持点が予想外に動いていることが判明すれば、振動問題の原因が構造物本体ではなく、基礎や支持構造にある可能性が浮上し、対策の方向性が大きく変わることもあります。
コツ6:3軸での計測でモード形状を立体的に把握する
X・Y・Z方向の動きを同時に捉えられる3軸加速度ピックアップの使用が有効です。
1軸測定だけでは、面内のねじれ振動や、軸方向と横方向が連成したモードを見逃す可能性があります。
3次元的な動きを捉えることで、より総合的かつ正確なモード形状の把握が可能になります。
なお、参照点(レファレンス点)を固定して位相(振動のタイミングのズレ)の情報を確実に取得することも重要です。
複数回に分けて測定する場合は、固定した参照点を必ず設け、各測定の位相基準を統一することで、異なる測定セッションのデータをつなぎ合わせてもモード形状が正しく再現されます。
あわせて読みたい「お役立ち情報」
実践編:回転機器稼働時のモード解析と計測のポイント
稼働時特有の課題:背景ノイズと回転同期成分への対策
回転機器が稼働している状態での振動測定には、実験室環境では発生しない特有の課題があります。
稼働中の計測では「背景ノイズ」と「回転同期成分」に注意が必要です。
| 背景ノイズ | 周囲の他の機械設備や環境振動から伝わる振動成分です。 対策として、アベレージング(平均化)処理により、複数回のデータを平均することで本来の振動成分を浮き上がらせることが有効です。 |
|---|---|
| 回転同期成分 | 回転体の回転数に同期して周期的に現れる振動成分です。 回転体に由来する周期的な強制振動で、構造の固有振動(共振)と混同しやすい点が厄介です。 対策として、タコメータと同期した次数解析を行うことで、回転同期成分と構造固有モードの応答を分離し、振動原因の切り分けが可能になります。 |
実稼働モード解析(OMA)と実験モード解析(EMA)の使い分け
背景ノイズや回転同期成分は、入力の性質(未知か既知か)によって解析手法の選択が結果に直結します。
稼働中の挙動や回転数依存の成分をまず押さえたい場合は「実稼働モード解析(OMA)」、疑わしいモードを詳細に検証する場合は「実験モード解析(EMA)」での解析が有効です。
| 解析手法 | 効果 | 特徴 |
|---|---|---|
| OMA(実稼働モード解析) |
稼働中の自然振動のみを利用。 ダウンタイム不要。 |
稼働中のトラブル原因究明・実稼働条件でのモード把握。 |
| EMA(実験モード解析) |
既知の加振力を与えてFRFを計測。 正確なモードパラメータを得やすい。 |
設計段階の検証・非稼働時の詳細解析。 |
両手法を組み合わせることも有効です。
まずOMAで稼働時の挙動を把握し、必要に応じてEMAで詳細なモードパラメータを確認するアプローチが現場では効果的です。
あわせて読みたい「お役立ち情報」

実測と解析を合わせる「コリレーション」の進め方
なぜ実測と解析モデルはズレるのか?
初期のCAEモデルと実測結果の間にズレが生じる主な原因は以下の5点が主です。
| 1. 材料定数の違い | :カタログ値と実際の材料のばらつきや経年劣化。 |
|---|---|
| 2. 境界条件のモデル化 | :「完全固定」の理想化と実際のわずかな変形・滑り。 |
| 3. 接合部の剛性 | :ボルト締結部・溶接部の微小な隙間や接触抵抗。 |
| 4. 減衰の仮定 | :材料・摩擦・空気減衰など複雑な減衰メカニズムの再現困難性。 |
| 5. 形状の簡略化 | :リブ・フィレット・ねじ穴などの省略による局所的な剛性・質量への影響。 |
MAC値でモード形状の一致度を定量評価する
実測モード形状とCAE解析モード形状の類似度を客観的に評価するために、MAC(Modal Assurance Criterion)値が広く活用されます。
MACとは、2つのモード形状がどれだけ似ているかを0〜1の数値で表した指標です。
| MAC値が1に近い | :2つのモード形状が酷似している。 |
|---|---|
| MAC値が0に近い | :類似性が低い。 |
全ての実測・解析モードの組み合わせでMAC値を算出した「MACマトリクス」を視覚的に確認することで、対応関係を一目で判断できます。
「MAC値0.8以上」といった具体的な目標値を設定することで、属人的な判断を排し、データに基づいてモデル修正を進めることが可能になります。
解析モデルを修正(アップデート)する際の着眼点
| 症状 | 推測される問題 | 対応方法 |
|---|---|---|
| 固有振動数が全体的に低い | 剛性が過小評価、または質量が過大評価。 | ヤング率・密度・支持剛性を見直す。 |
| 固有振動数が全体的に高い | 剛性が過大評価、または質量が過小評価。 | ヤング率・密度・支持剛性を見直す。 |
| 特定のモードだけズレる | そのモードで変形が大きい部位の剛性・質量分布の問題。 | 板厚・リブ・接合部のモデル化を見直す。 |
| 減衰が合わない | 減衰モデル自体の問題。 | モード次数ごとの減衰比・非線形減衰を考慮する。 |
修正を効率的に進めるには感度解析(特定のパラメータを変化させたときに固有振動数やモード形状がどう変わるかを事前評価する手法)が有効です。
「どのパラメータを修正すれば、どのモードにどう影響するか」を把握した上で修正を進めることで、試行錯誤を大幅に削減できます。
モード解析を確実な「振動低減対策」につなげる4つのアプローチ
コリレーション済みの高精度なCAEモデル(デジタルツイン)があれば、実機での試行錯誤を最小限に抑えながら、最適な対策案を事前に評価できます。
アプローチ例1:構造部材の剛性変更(リブ追加・板厚変更)
モード形状で変形が大きい「腹」の部分にリブを追加したり板厚を増したりすることで、局所的・全体的な剛性を高め、固有振動数を加振周波数から遠ざけます。
シミュレーション上でリブの位置・形状・板厚などのパラメータを試すことで、試作前に最適案を見つけ出すことが可能です。
アプローチ例2:質量付加による固有振動数のシフト
変形が大きい箇所に質量体(マス)を追加することで、固有振動数を低下させ、共振点を加振周波数から引き離します。
固有振動数は剛性が高いほど・質量が小さいほど高くなる関係にあるため、質量を増やすことで固有振動数を下げることができるためです。
剛性アップが構造的制約で難しい場合に特に有効です。
ただし、闇雲な質量追加は別のモードの共振を引き起こすリスクがあるため、コリレーション済みモデルで他モードへの影響を必ず事前確認してください。
アプローチ例3:減衰材の適用による応答低減
固有振動数のシフトが困難な場合は、ひずみエネルギーが集中する部位に制振鋼板や粘弾性ダンパーを適用します。
減衰とは、振動エネルギーを熱などに変換して振動を減衰させる作用のことです。
共振周波数はほぼ変化しませんが、共振時の振幅を大幅に低減できるため、機器の寿命延長や騒音低減に貢献します。
最適な配置と量は、コリレーション済みモデル上でのシミュレーションによって事前評価が可能です。
アプローチ例4:防振パッド・防振マウントによる振動伝達の低減
構造物自体の振動振幅を下げることが困難な場合、あるいは振動が他の設備や構造物へ伝わることを防ぎたい場合には、防振パッド・防振マウントの適用が有効なアプローチです。
減衰材(制振鋼板など)が「構造物自体の振動エネルギーを吸収して振幅を下げる」のに対し、
防振パッドや防振マウントは「機械と床・架台の間などの振動伝達経路に介在することで、振動の伝達を低減する」という点で、目的と原理が根本的に異なります。
| 対策アプローチ | 原理 | 用途 |
|---|---|---|
| 減衰材(制振鋼板・粘弾性ダンパー) |
振動エネルギーを熱に変換して吸収。 |
構造物自体の共振振幅を下げたい。 |
| 防振パッド・防振マウント |
ゴム・樹脂の弾性・減衰特性で振動の伝達を低減。 |
振動源から他の部位・設備への伝達を抑えたい。 |
ナベヤの除振防振製品ラインナップ
-
精密検査機器等でご使用頂ける
「除振台」 -

設備・装置の足回り・床面等でご使用いただける
「防振パッド・プレート」 -
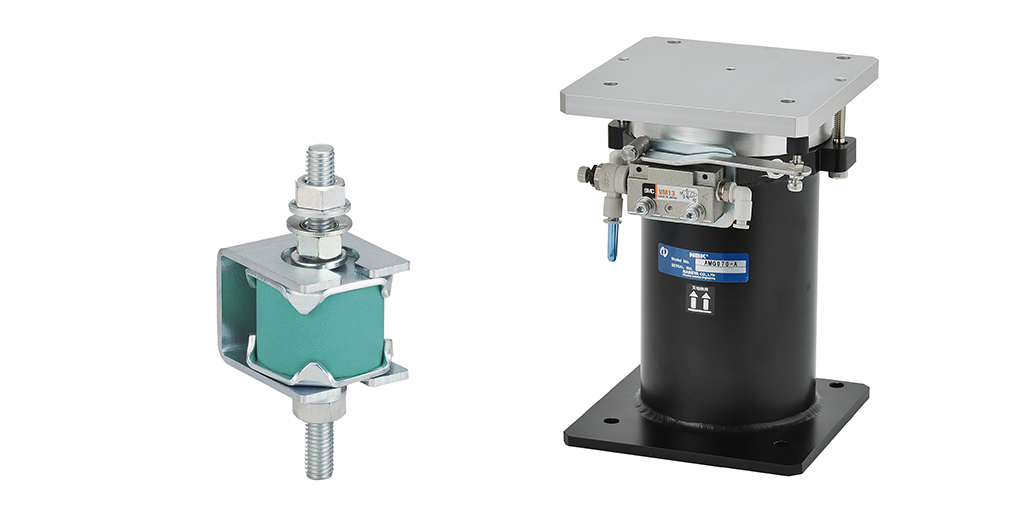
設備・装置内部機構としてもご使用頂ける
「防振マウント」 -

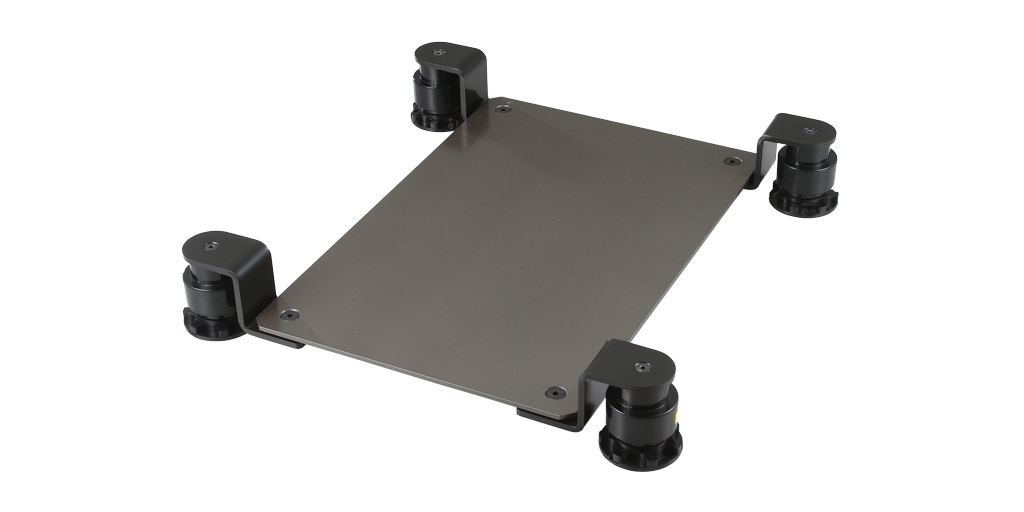
レベル調整機構と防振機能を備えた
「レベリングエレメント」 -
搬送・輸送中の振動から輸送物レベル調整機構と防振機能を備えた
「NBK防振パレット®」 -
半導体製造装置や試験装置の振動対策でご使用いただける
「アクティブ除振システム」
まとめ:確信ある振動対策は、正しい多点計測から始まる
機械設備の振動問題を確実に解決するためには、CAE解析単独ではなく、現場の実測データとの連携が不可欠です。
本記事でご紹介したプロセスを整理すると、以下のステップになります。
| 1. 正しい多点計測でモード形状を正確に取得する。(6つのコツを活用。) | |
|---|---|
| 2. EMA/OMAを適切に使い分け、稼働状況に応じた計測を行う。 | |
| 3. MAC値を用いたモデルコリレーションでCAEモデルの精度を高める。 | |
| 4. 信頼性の高いデジタルツインで対策案を事前にシミュレーション評価する。 | |
| 5. 剛性変更・質量付加・減衰材適用・防振マウント活用など最適な対策を確信を持って実施する。 |
「この対策で本当に大丈夫か」という不安を解消し、関係各所に対して客観的なデータで説明できる状態を実現するために、ぜひ本記事の考え方を現場の振動問題解決にお役立てください。
困ったらナベヤの制振ソリューションへ
「まずは自社の設備の状況を確認したい」「知識は分かったけど実地調査が不安」といったお悩みを抱えていませんか。
そのようなニーズにお応えするため、弊社では振動診断・解析サービスをご提供しています。
簡易的な振動測定と初期解析を行います。
測定結果に基づき、振動問題の可能性や、さらなる詳細調査の必要性についてアドバイスをさせていただきます。
お気軽にご相談ください。