





































































































床振動の測定方法~信頼性を高めるFFT解析と周波数応答の測り方~
なぜ床振動の「信頼性の高い測定」が重要なのか?
製造現場において、床振動は精密加工機器の測定誤差、品質不良、さらには作業者の疲労蓄積まで、さまざまな問題を引き起こします。
また、振動に敏感な機械にはメーカーが振動許容基準を「機械の種類ごとに」個別設定されており、この基準値を満たさないと正しい性能を発揮出来ない場合があります。
しかし、振動対策を講じても効果が出ない、あるいは対策後に別の問題が発生してしまうケースは少なくありません。
その根本原因の多くは「測定の不確かさ」にあります。
振動は肉眼で見えず、かつ時間・場所・運転条件によって刻々と変化します。
感覚や簡易測定に頼った場合、振動源の特定が不正確になり、的外れな対策に多大なコストをかけてしまうリスクがあります。
信頼性の高い測定を行うことで、
- 振動源の正確な特定
- 対策の優先順位付け
- 対策効果の定量的な検証
が可能になります。
本記事では、機械・装置の開発設計者の方々が現場で活用できる、
FFT解析と周波数応答測定を中心とした「信頼性を高める床振動測定の実践手順」を解説します。
床振動の測定に必要な基礎知識
振動の種類と主な原因
床振動の原因はさまざまですが、製造現場では主に以下の3種類が存在します。
| 振動の種類 | 主な原因 |
|---|---|
| 定常振動 | 回転機械(モーター・ポンプ・コンプレッサー)、プレス機 |
| 過渡振動 | 衝撃荷重、搬送物の落下、ドアの開閉 |
| 地盤振動 | 近隣工場・道路交通・鉄道からの振動伝達 |
特に精密機器周辺では、数Hz〜数十Hzの低周波振動が問題となるケースが多く、人間の感覚では検知しにくい振動が機器に影響を及ぼしていることがあります。
振動を表す基本指標(変位・速度・加速度)
振動の大きさを表す指標は3つあり、評価目的に応じて使い分けます。
| 指標 | 評価目的 |
|---|---|
| 加速度(m/s²) | 高周波域の振動評価、センサーの感度が高いため現場測定に最適 |
| 速度(m/s) | 建物・機械構造の疲労評価や環境振動評価に広く用いられる |
| 変位(m) | 低周波域で機器の位置ずれや構造変形を評価する際に使用 |
設計者が精密加工機の設置環境を評価する場合、ISO 10816(機械振動)やJIS規格に基づき、速度または加速度による評価が標準的です。
なぜ周波数分析(FFT解析)が必要なのか?
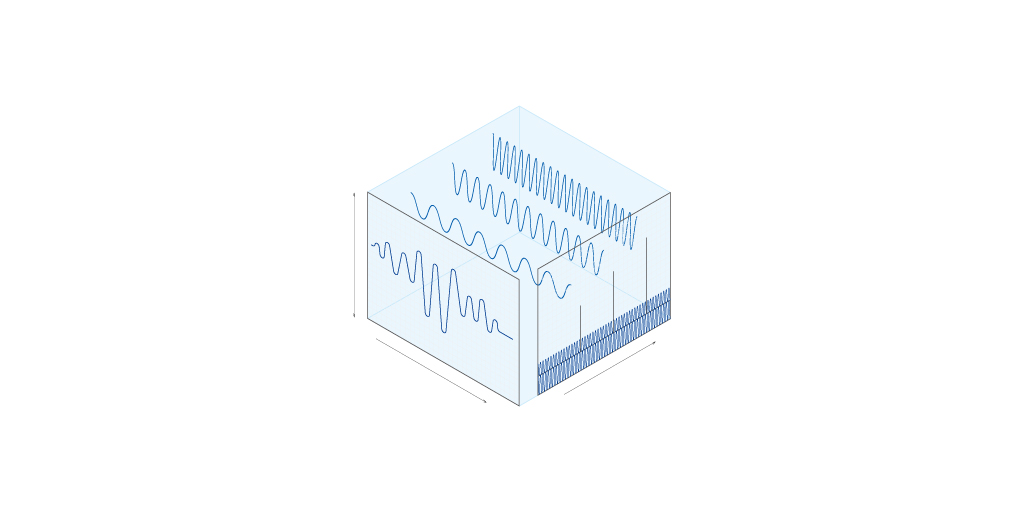
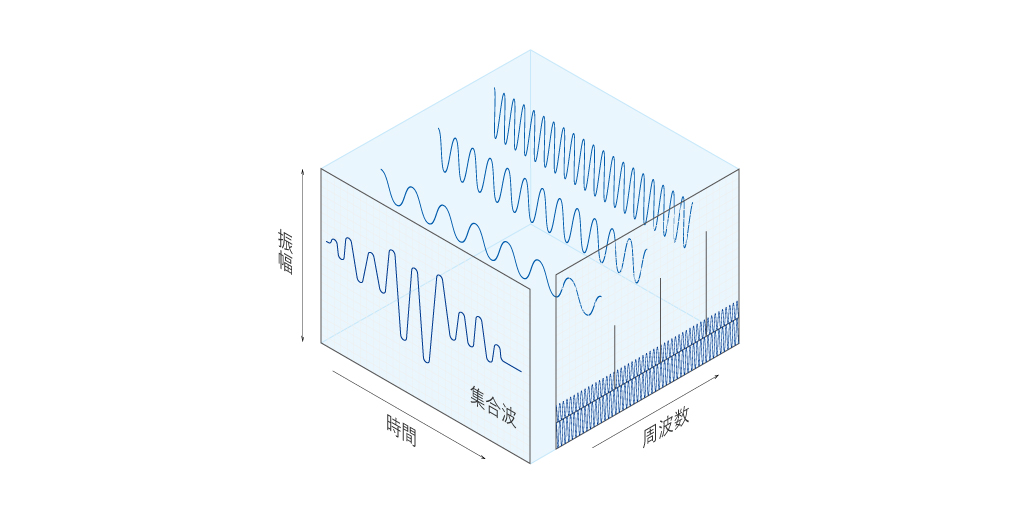
FFT(高速フーリエ変換)解析とは、時間軸で計測した振動データを周波数ごとの成分に分解する手法です。
「どの周波数の振動がどれくらいの強さで存在するか」を可視化できるため、振動の原因特定に非常に有効です。
単なる振動レベル(時系列データ)の測定では、「どの周波数の振動が問題か」がわかりません。
FFT解析を行うことで、振動を周波数成分ごとに分解し、以下のことが明らかになります。
| 卓越振動数の特定 | :振動源の機械を特定する手がかり |
|---|---|
| 共振現象の有無 | :床・構造体が特定周波数で増幅しているか |
| 複数振動源の分離 | :異なる周波数のピークから複数の原因を同時把握 |
※FFT(高速フーリエ変換)解析の概念図
FFT解析なしの対策は、「どこを治療すべきかわからないまま処方する」と同じです。
あわせて読みたい「お役立ち情報」
実践:信頼性を高める床振動の測定手順
STEP1:測定計画の立案
測定を始める前に、以下の項目を明確にします。
| 測定目的の定義 | :振動源特定なのか、対策効果確認なのか。 |
|---|---|
| 測定ポイントの決定 | :振動源直上・問題設備設置点・伝達経路の中間点。 |
| 測定条件の設定 | :機械稼働中・停止中・フル負荷など条件を統一。 |
| 評価基準の確認 | :適用する規格(ISO、JIS、設備メーカー許容値)。 |
測定計画が不明確だと、後から「あの条件での測定データがない」という事態になり、追加測定が必要になります。
STEP2:測定機器の準備と選定
測定場面に合わせて測定機器をご準備ください。
| 種類 | 特徴 |
|---|---|
| サーボ型 | 高精度・低ドリフト・DC可 |
| 圧電型 | 高周波・堅牢 |
STEP3:センサーの設置と注意点
センサーの設置方法は測定精度に直結します。
| 磁気ベース固定 | :鉄製床面では最も簡便で信頼性が高い。 |
|---|---|
| 接着剤固定(蜜蝋・エポキシ) | :高周波域の測定に望ましい。 |
| ネジ固定 | :一般的に最も推奨される手法。 |
| 手持ち測定は避ける | :データの再現性が失われるため。 |
また、センサーの向き(測定方向)を明確に記録することが重要です。
床振動の評価では、通常は鉛直方向(Z軸)を優先しますが、水平方向(X・Y軸)の測定も加えることで、振動の伝達方向が把握できます。
STEP4:データ収録と現場記録
想定環境やご使用される測定機によって異なりますが、一般的には下記ポイントを注意しておくと安心です。
| 測定時間 | :振動レベルが安定してから測定開始。定常振動では最低30秒〜1分。 |
|---|---|
| 現場記録事項 | :測定日時、機械稼働状況、温度・湿度、近隣作業の有無。 |
| 写真記録 | :センサー設置状況を撮影(再現測定時の参考に)。 |
| 測定位置、レイアウト | :寸法等を記録。 |
あわせて読みたい「お役立ち情報」

信頼性を左右するFFT解析のポイント
FFT解析で押さえておきたい3つのポイント
FFT解析を正確に行うためには、測定の設定や処理方法には大きく3つのポイントがあります。
専門家に測定を依頼する際にも、以下の基本を知っておくと、結果の読み方や打ち合わせがスムーズになります。
1. 適切なサンプリング周波数の設定
解析したい振動の周波数帯域をカバーできるよう、サンプリング周波数を設定します。
設定が不適切だと、知りたい周波数の振動が正しく測定できません。
2. 窓関数はハニング窓が基本
FFT解析では「窓関数」と呼ばれる設定が必要ですが、定常的な床振動の測定ではハニング窓を選んでおけば問題ありません。
3.目的に応じたデータ処理
定常振動の場合は平均化処理を、振動影響の度合い(最悪値)を確認するときはピーク値PeakHoldで測定する場合があります。
周波数応答関数(FRF)の測り方と活用法
周波数応答関数(FRF)とは?
周波数応答関数(FRF)とは、「床を加振したときに、どの周波数でどれだけ振動しやすいか」を表したものです。
これにより、床の固有振動数や減衰特性を把握することができます。
FFT解析が「現状の振動を把握する」ツールだとすれば、
FRFは「床そのものの振動しやすさの特性を把握する」ツールと理解しておくと分かりやすいかもしれません。
FRFの測定・算出方法
製造現場では、インパルスハンマー法が最も実用的です。
専用のハンマーで床面を叩き、その際の振動応答を加速度センサーで計測することでFRFを算出します。
大掛かりな装置が不要で、現場での測定に向いています。
FRFから何を読み取るのか
FRFの測定結果からは、主に以下の2点を読み取ります。
| 固有振動数 | グラフのピーク周波数が床の固有振動数です。 この周波数に近い振動が加わると共振が起きやすくなります。 |
|---|---|
| 減衰特性 | ピークの鋭さから振動の収まりやすさがわかります。 ピークが鋭いほど振動が収まりにくく、対策の優先度が高いと判断できます。 |
測定結果から考える効果的な床振動対策
発生源・伝達経路・受信側への対策
測定で振動源が特定できたら、①発生源、②伝達経路、③受信側の順で対策を検討します。
| 対策箇所 | 対策製品 |
|---|---|
| 発生源(モーター等) | 防振パッド、防振マウント |
| 伝達経路(架台、床等) | 浮き基礎、除振架台、(縁切り基礎) |
| 受信側(精密機器等) | 除振台、防振パッド、防振マウント |
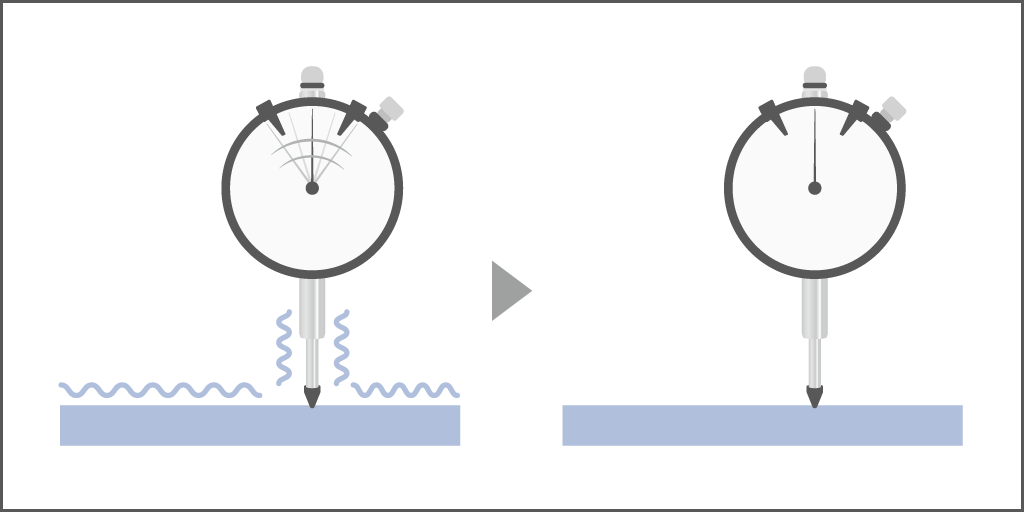
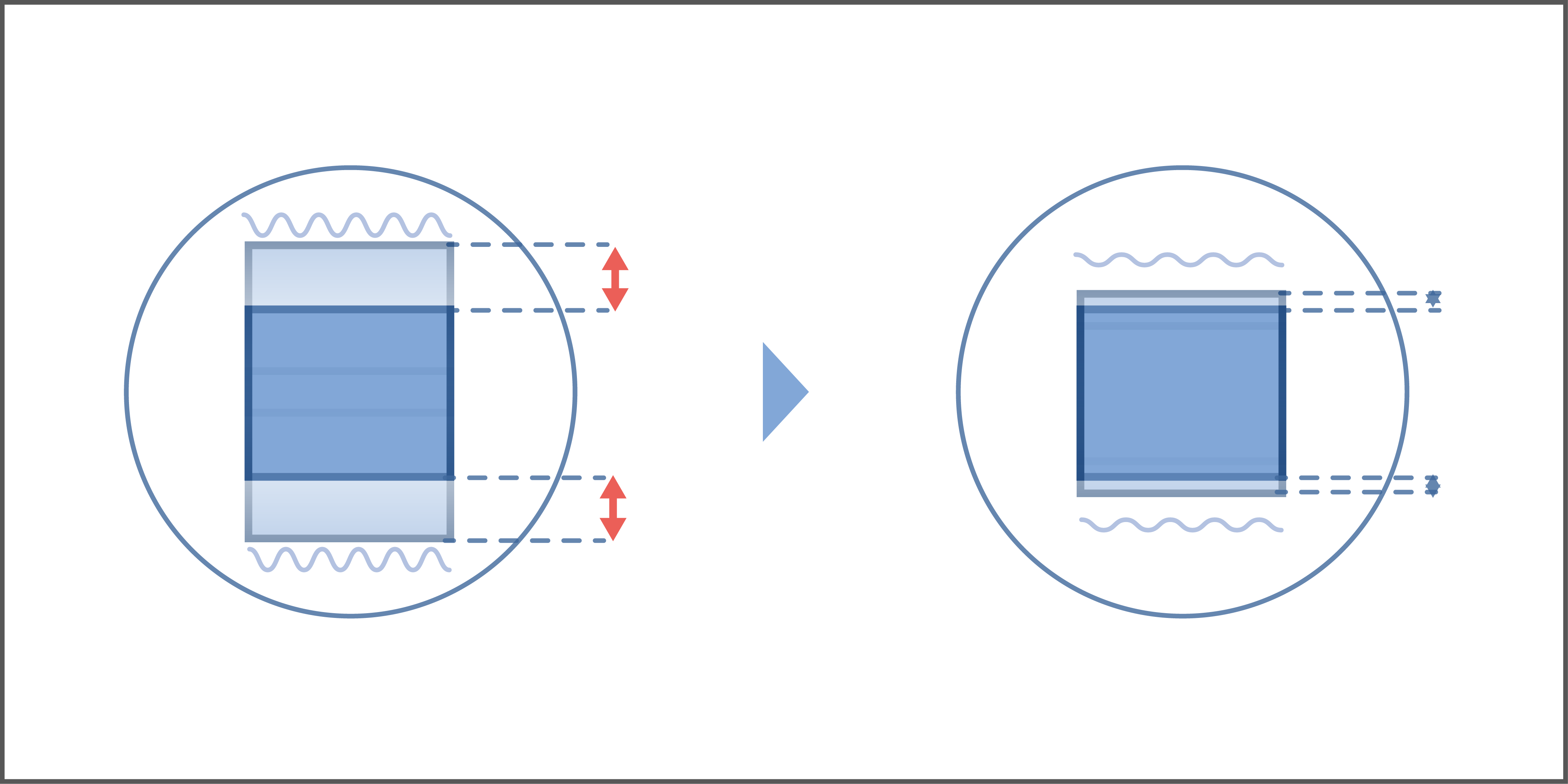
対策効果の検証方法
対策前後で同一条件・同一測定ポイントにおけるFFT解析を実施し、振動レベルの低減量および問題周波数帯域のスペクトル変化を比較します。
対策効果が不十分な場合は、FRFの変化も確認し、固有振動数のシフトや減衰比の向上を評価します。
ナベヤの除振防振製品ラインナップ
-
精密検査機器等でご使用頂ける
「除振台」 -

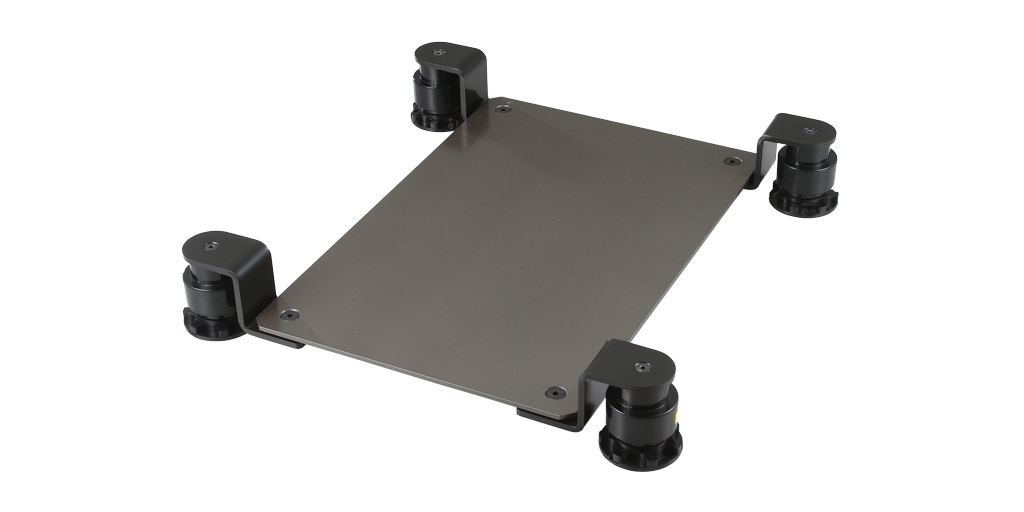
設備・装置の足回り・床面等でご使用いただける
「防振パッド・プレート」 -
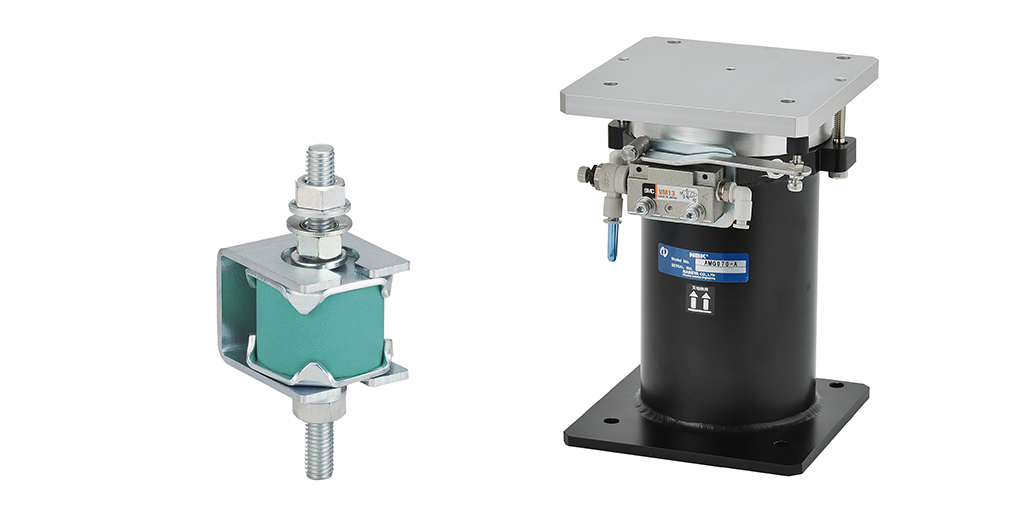
設備・装置内部機構としてもご使用頂ける
「防振マウント」 -

レベル調整機構と防振機能を備えた
「レベリングエレメント」 -
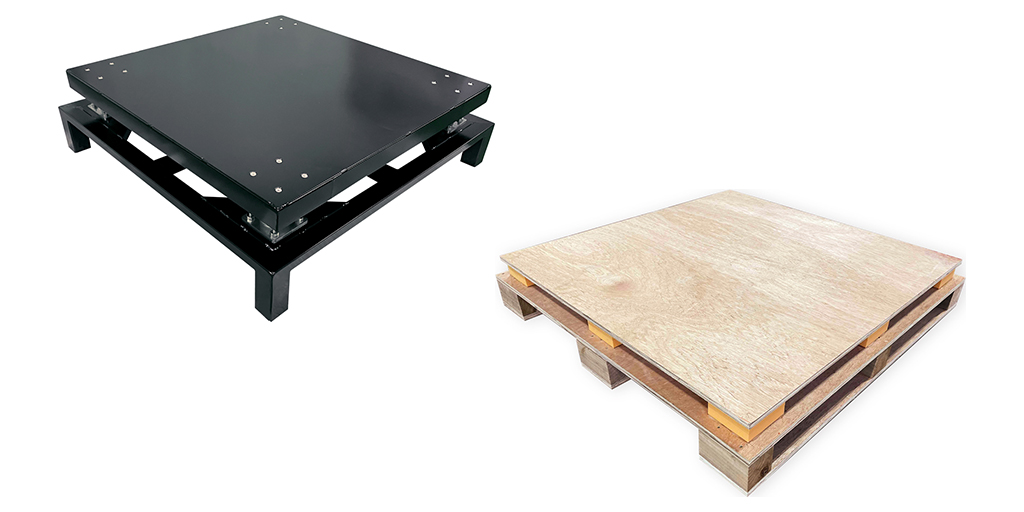
搬送・輸送中の振動から輸送物を守る
「NBK防振パレット®」 -
半導体製造装置や試験装置の振動対策でご使用いただける
「アクティブ除振システム」
床振動測定に関するよくある質問
簡易的な測定方法(スマホアプリなど)は信頼できますか?
スマートフォンのMEMSセンサーを使った振動アプリは、傾向把握には有効ですが、製造現場での定量評価には以下の限界があります。
| 周波数帯域 | :多くは1〜100Hz程度に限定。 |
|---|---|
| 感度・精度 | :産業用センサーに比べてばらつきが大きい。 |
| 設置の再現性 | :固定方法が不安定で再測定時に誤差が生じやすい。 |
スクリーニング(初期確認)には有用ですが、対策の根拠とする定量測定には産業用測定システムをご活用ください。
どのくらいの振動レベルから対策が必要ですか?
代表的な評価基準として以下があります。
| 評価基準 | 効果 |
|---|---|
| ISO 10816-1 | 機械の振動評価(速度実効値で区分) |
| VC曲線(Vibration Criterion) | 精密機器・半導体製造設備向けの環境振動基準(VC-A〜VC-Eまで段階的に厳格化) |
精密加工機や測定機器が設置される環境では、VC-B(50µm/s RMS以下)〜VC-C(25µm/s RMS以下)を目標値とするケースが多く、
半導体製造ではVC-D以上(12.5µm/s RMS以下)が要求されることもあります。
対象となる機器や環境に振動許容基準が設定されていない場合は、ご自身で設定する必要があります。
あわせて読みたい「お役立ち情報」
振動対策方法に困ったらナベヤの制振ソリューションへ
ナベヤの制振ソリューションでは、ヒアリング・調査から対策製品の供給まで一貫して対応する技術サポートです。
ソリューションサービスの一環として振動測定も行っております。
測定機器をお持ちでない方や手配先が分からない方もぜひ一度ご相談ください。