





































































































振動による共振を対策~原因の特定から対策までのステップ~
はじめに:共振抑制が不良削減のカギ
「加工精度が安定しない」「測定値がブレる」など工場の生産現場で発生する不具合の原因の1つとして「振動」が考えられます。
隣の設備の稼働、道路を走る車、人が歩くなど振動は常に身近なものから発生しています。
その振動が機械・設備へ到達し「共振」を起こすことで、精度不良等が発生します。
共振は放置すれば製品の品質低下はもちろん、設備の寿命を縮め、最悪の場合、重大な事故につながる危険性があります。
本記事では、このような場当たり的な振動対策から脱却し、問題を根本から解決するための体系的なアプローチをご紹介します。
- 原因の特定
- 対策方法の選定
- 対策基準の設定
- 対策製品の選定
- 効果検証
の5つのステップを通じて、「なぜ共振がおこるのか」という基本メカニズムから具体的な測定手法、効果的な対策、
そして将来的なトラブルを未然に防ぐための設計思想まで、実践的なノウハウを学ぶことができます。
共振とは
共振のメカニズム
そもそも「共振」とは何でしょうか。
共振とは物体そのものが持つ「固有振動数(≒揺れやすい周期)」と外部からの振動数が一致した際に揺れの振幅が増大する現象です。
例えば、ワイングラスに声(音)をあてると割れる現象。
実はあの現象もグラスの固有振動数と同じ音を出すことにより共振し、振動が増幅することによって割れる現象です。
また、音に関する共振は特に「共鳴」とも呼ばれますが、現象の本質は同じです。
このように共振は特定の条件が揃うと予想をはるかに超える大きな振動を引き起こす可能性があるのです。
この現象は生産現場でも同様に発生しており、例えば測定値のブレも共振により引き起こされています。
固有振動数と共振は密接な関係があります。固有振動数について理解することは振動対策を検討する上で重要な要素の一つです。
固有振動数についての解説は以下で行っております。
振動対策ステップ1:原因の特定と振動の見える化
製造現場で発生する振動問題の解決は、場当たり的な部品交換や対応では一時的な効果しか得られません。
根本的な解決と再発防止のためには、まず「影響を及ぼす振動はどこから来ているか?」「振動を発する設備は何か?」等、障害の起因となっている「振動源」を特定する必要があります。
この原因の特定こそが効果的な対策を導き出し、将来にわたる機械・設備の安定稼働と品質維持を可能にする第一歩となります。
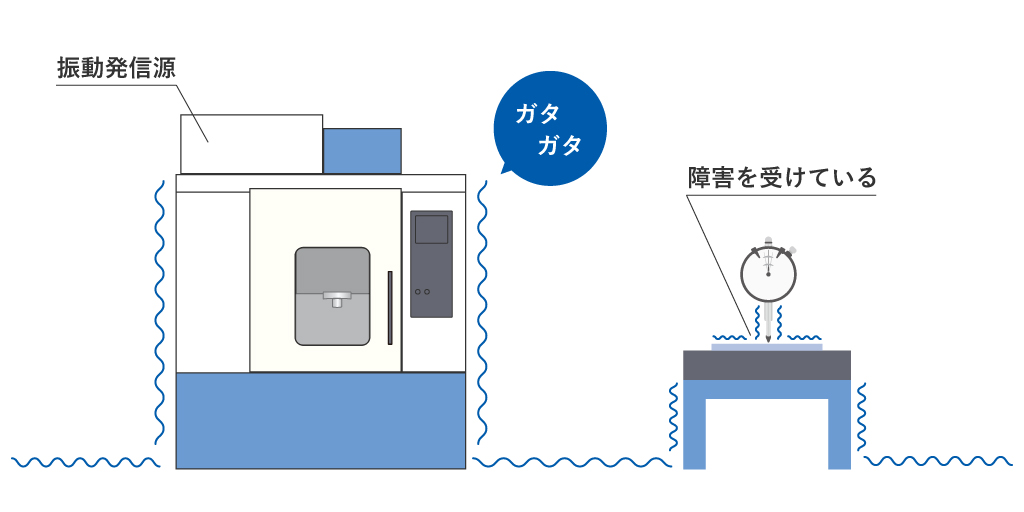
振動源の特定方法
もっとも簡単な方法は、振動源と思われる機械を止めて「障害が継続するか」「障害が無くなるか」で特定できます。
振動の発生元が特定できたら、「振動の発生元で対策を行うか」「障害を受けている側で対策を行うか」を検討します。
振動源を特定後、どちらの対策を行うかを決める
振動の見える化
振動の発生元を特定したら次に振動の見える化を行います。振動の見える化とはつまり数値化です。
振動を数値で表すことで、具体的な対策の方向性と対策前後の効果測定が可能になります。
振動測定の解析データ
振動の数値化は「周波数」で表します。振動源の機械や設備のマニュアルに記載があればそちらの数字を使用します。
もし記載がない場合は、以下の方法で周波数の特定を行います。
①計算による推定
周波数は「機械・装置の回転数(rpm)÷60(秒)」によって算出します。ここで算出された結果が「共振点」です。
この方法は推定のため実際の正確な数値を把握することはできませんが、振動測定機等のツールを使用しなくても簡単に算出ができます。
周波数の算出方法
機械・装置の回転数(rpm)÷60(秒) |
|---|
②測定による振動の「見える化」
計算による推定が難しい場合、正確に測定をしたい場合は振動測定機を使用します。
現場で振動測定機を用いて振動データを正確に測定することによりその後の分析精度を高めることができます。
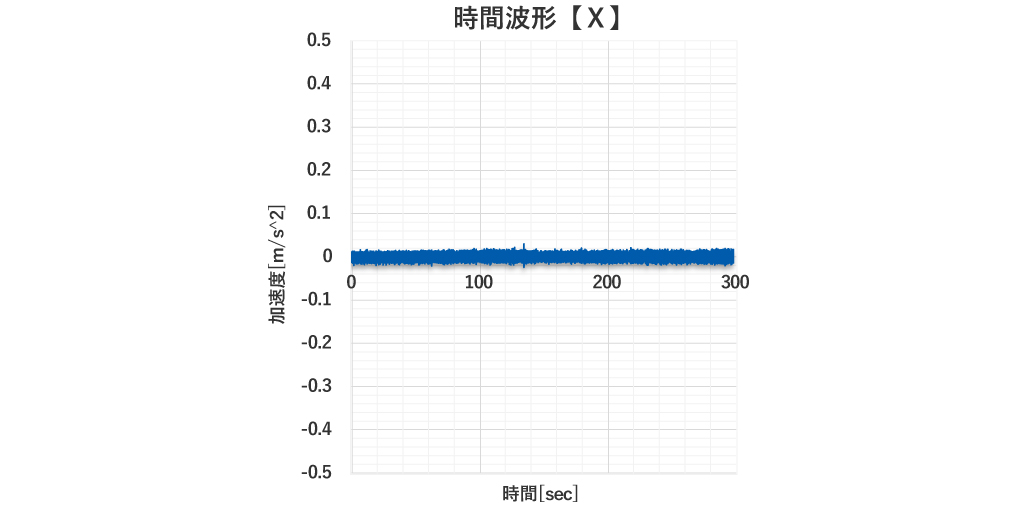
振動測定機で測定した結果が以下です。
収集した振動データは時間軸で記録されていますが、このままでは複雑すぎて原因を特定することは困難です。
そこで収集した振動データをFFT解析(高速フーリエ変換)することで、時間軸で記録された振動データを周波数軸のデータへと変換します。
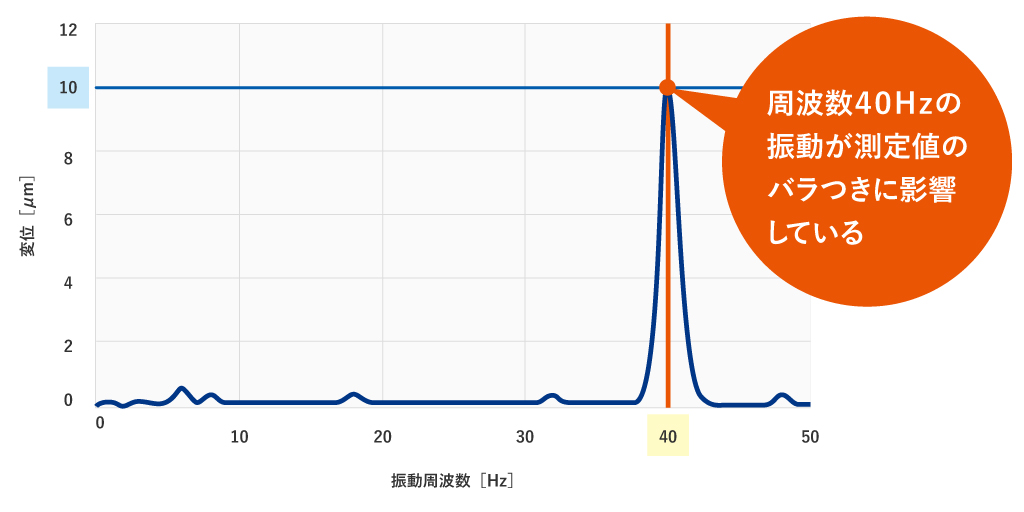
これにより複雑な振動が「どの周波数で」「どのくらいの大きさ(振幅)」かを周波数スペクトルというグラフで視覚的に把握できます。
FFT解析後のデータから最も変動が大きい振動周波数が40Hzで変位:10μmとなっておりここを対策すれば良いことが分かります。
振動対策ステップ2:対策方法の選定
振動を見える化したら次は対策方法を検討します。
共振を抑制する方法は大きく「振動源の振動数を変える」「機械・装置の構成を変える」「振動の伝達経路を断つ」という3つのアプローチがあります。
アプローチ①:振動源の振動数を変える
振動源に対して対策を行います。
例えば機械が振動発生源であるならば、機械の回転数を変えることで共振の原因となる固有振動数との一致を避け、共振を抑制することができます。
この対策は振動源そのものへの対策のため、根本解決になりますが、対策では「回転数を下げる=生産性が落ちる」「回転数を上げる=加工不良が発生しやすくなる」といった生産性や運転条件に大きな影響を与える懸念があるため、適用できるケースが限られます。
アプローチ②:機械・装置の構成を変える(剛性をあげる・質量を変える)
振動数の変更が難しい場合は、振動している側の構造物を見直し、固有振動数を「ずらす」というアプローチが有効です。
固有振動数は、物体の質量と剛性によって決まりますので、これらの物理量を変更することで固有振動数を調整します。
固有振動数を変える具体的な方法としては、構造物を「硬くする(剛性を上げる)」または「重くする/軽くする(質量を変える)」の2つの方向性があります。
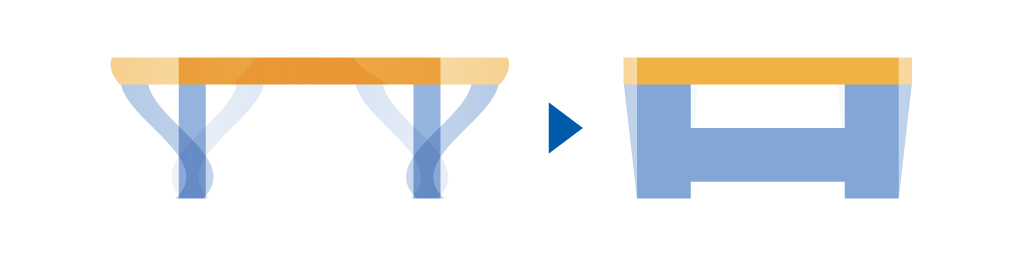
剛性を上げるには、梁やフレームにリブを追加して補強したり、支持構造を太くしたりします。これにより固有振動数は高くなります。
一方で、質量を増やす場合は重りを追加し、質量を減らす場合は部材を肉抜きするといった方法が考えられます。
質量を増やすと固有振動数は上がり、質量を減らすと固有振動数は下がります。
これらの変更は、設計段階での検討はもちろん、既存設備への後付け改修でも効果を発揮することがありますが、構造変更に伴うコストや工期、設置スペースの制約も考慮する必要があります。
また、例えば「10Hz→15Hz」のように共振点をずらすだけのため、対策後にもし15Hzの振動が機械・装置に伝われば、共振による振動問題が再発することになります。
剛性をあげた例
アプローチ③:振動対策製品の利用(除振・防振)
振動発生源もしくは振動を受けたくない側に防振材やダンパーのような振動対策製品を設置し振動対策を行います。
この方法では、振動対策製品の費用が追加で発生しますが、機械・装置の構造を見直す必要がなく、また生産性を維持できるため、長期的な目線で見た場合、効果的な方法といえます。

早見表
| アプローチ方法 | 主な考え方 | メリット | デメリット |
|---|---|---|---|
| 振動数の変更 |
振動発生源の振動数を調整し共振する 振動数をずらす |
振動発生源への対応のため根本解決が 見込める |
生産性や運用状況に影響がある |
| 構造変更 |
機械・装置の構造を見直し、剛性を上 げる・質量を変更する |
共振点をずらすことで振動を抑制する ことができる |
・見直しコストがかかる した共振点と同じ周波数の振動が 発生すると再発する |
| 振動対策製品の利用 |
振動周波数を減衰させる対策製品を活 用する(除振・防振) |
・振動に対する対策のため根本解決が 見込める・生産性や運用状況に影響 を与えない |
振動対策製品分の費用が発生する |
振動対策ステップ3:振動の大きさの把握と基準設定
ここからはアプローチ③「振動対策製品の利用(除振・防振)」をベースに対策手順を解説します。
振動の大きさ(変位・速度・加速度)の確認
振動対策には周波数の他に振動の大きさ(変位・速度・加速度)のいずれか一つが必要です。
周波数については「振動対策ステップ1:原因の特定・振動の見える化」で確認済みのため、残り「振動の大きさ(変位・速度・加速度)」把握します。
| 必須 |
いずれか1つ |
|||
|---|---|---|---|---|
| 障害振動の性質を把握する項目 | 周波数 | 変位 | 速度 | 加速度 |
振動対策の基準を設定する
振動を小さくすることはできてもなくすことはできません。
障害振動をどこまで抑えなくてはならないか基準を作ります。
「振動による影響が減った」「今よりも振動が減衰することが目的」等の指標でもそれが目的に沿うのであれば問題ありません。
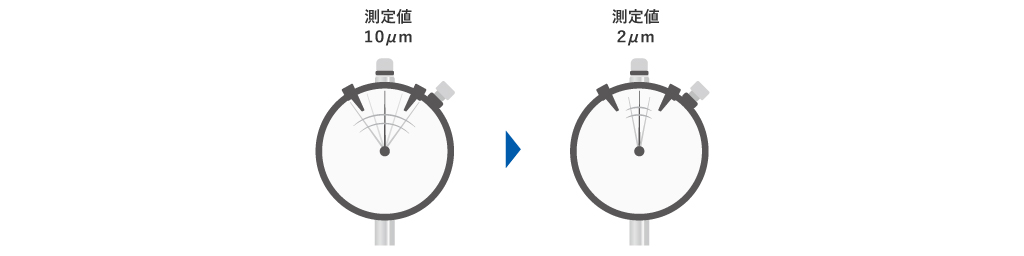
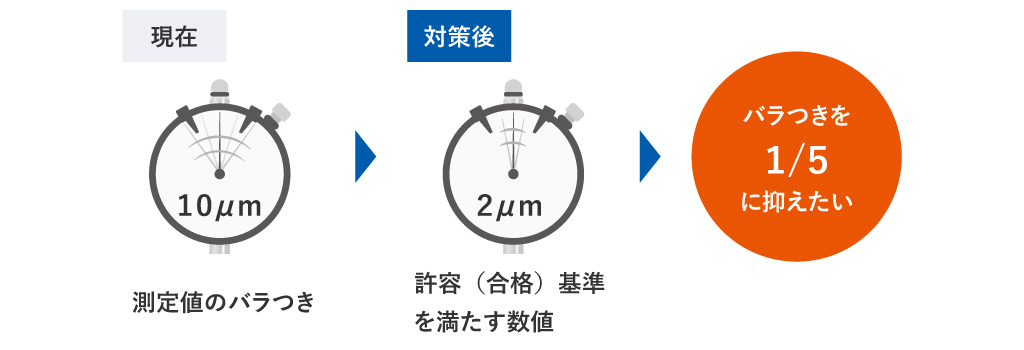
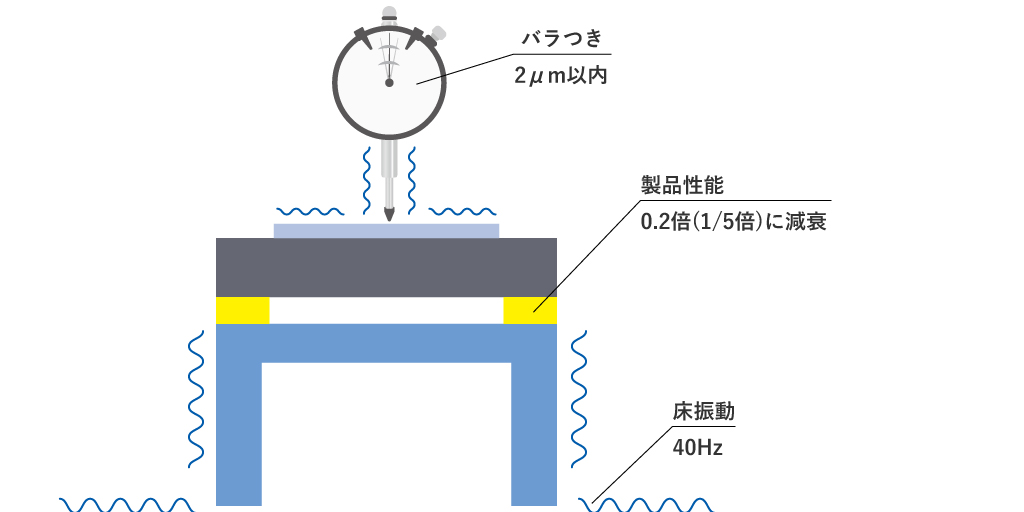
ただその場合個人差が大きく適正な対策が行えないため、「変位:10μmのバラつきを2μm以下に抑える」等の具体的な数値での基準設定が可能であれば行います。
基準値の設定
振動対策ステップ4:対策製品の選定
対策製品に必要な特性を確認する
設定した許容基準に対して、特定している障害振動をどれくらい減衰させなければならないかを確認します。
例えば10μmのバラつきを許容基準の2μmに抑えるためには、障害振動の周波数40Hzを0.2倍(1/5倍)に減衰できる減衰性が必要です。
障害振動40Hzの時
対策製品を選定する
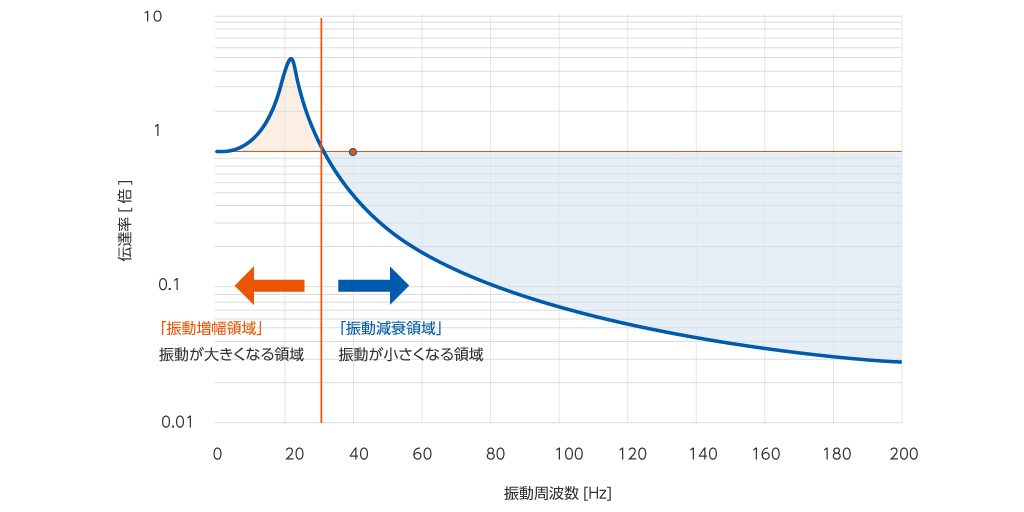
障害振動を許容基準まで減衰可能な製品を製品の特性グラフから選定します。
上部で把握した障害振動の周波数40Hzを0.2倍(1/5倍)に減衰できる性能を右図のような「特性グラフ」で確認します。
特性グラフは下記図のように各製品ごとにあります。
また把握した振動は、減衰できるが揺れが大きくなる等の稼働時に不具合が発生しないように設備・装置の稼働特性も考慮します。
特性グラフ
次に選定した製品の中から対策する対象機器や設置条件等に合わせて製品を絞り込みます。
例えば次のような場合があります。
| 地面と連結する場合 | 地面に据え置きする場合 | レベル調整が必要な場合 |
|---|---|---|
| 組込みタイプ | パッド・プレートタイプ | フット型 |
 |
 |
 |
振動対策ステップ5:対策の実施と効果検証
選定した対策製品の設置をして終わりではありません。重要なのはその対策が実際に期待通りの効果を発揮しているか(障害振動が減衰できているか、稼動時に支障がないか等)を確認します。
確認は「振動対策ステップ3」で設定した「基準」をもとに事後測定を行い効果検証します。
この効果検証は、単に問題を解決しただけではなく、投資した費用が適切であったことを明確にし、今後の設備改善に役立つノウハウを蓄積するために不可欠です。
効果検証
共振対策の効果を評価するためには、対策を導入する前と後で全く同じ運転条件、同じ測定箇所で再度振動測定を実施することが重要です。これにより対策前後の状態を同じ条件で比較します。
比較した結果、障害振動がある場合でも、設定した許容基準を満たし、稼動時に問題が出なければ対策完了となります。
振動測定の解析データ
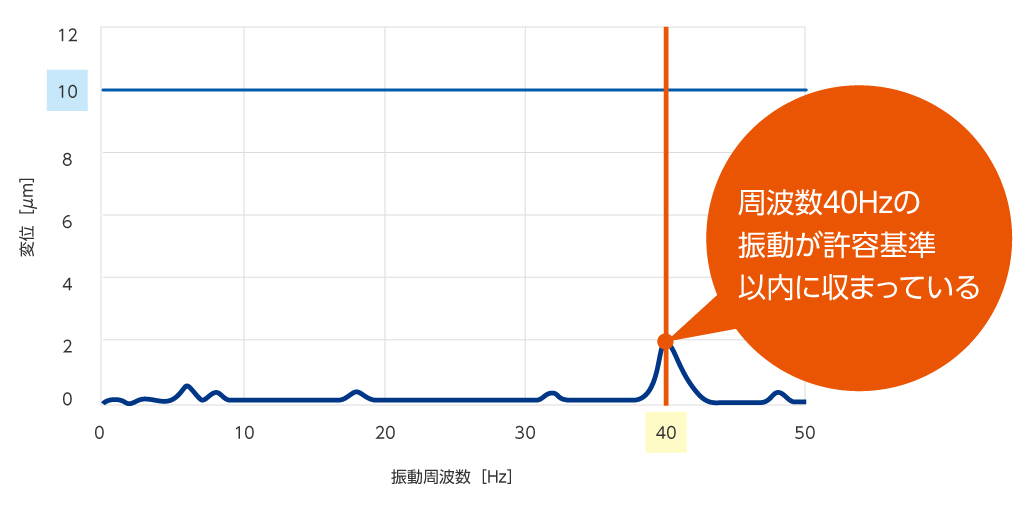
効果検証結果
効果の確認:周波数40Hzで2μm
対策完了 :許容振動基準を満たす
定期的な設備診断とモニタリングの重要性
共振対策を施した設備であっても、安心してはいけません。時間の経過とともに、設備の剛性が低下したり、ボルトの緩みが発生したりすることで、再び共振問題が発生する可能性があります。
そのため、設備の「健康状態」を定期的に把握し、維持管理する状態基準保全(CBM:Condition Based Maintenance)の考え方を取り入れることが不可欠です。
具体的には、定期的な振動測定を実施し、設備の振動特性に変化がないかを確認します。
年に一度の精密診断はもちろん、最近ではIoTセンサーとクラウドを活用した常時監視システムも普及しています。
振動データを継続的にモニタリングすることで、共振の兆候や異常を早期に検知し、大きなトラブルに発展する前に対処できます。
これにより、予期せぬダウンタイムを避け、安定した生産活動を維持することにつながります。
改善事例
ここまでは共振のメカニズムや対策方法について解説してきました。
ここからは実際の製造現場で共振対策がどのように成功し、どのような具体的な効果をもたらしたのか、実例を交えてご紹介します。
理論だけでなく、実践的な成果をご覧いただくことで、皆様が抱える課題解決への具体的なイメージを持っていただければ幸いです。
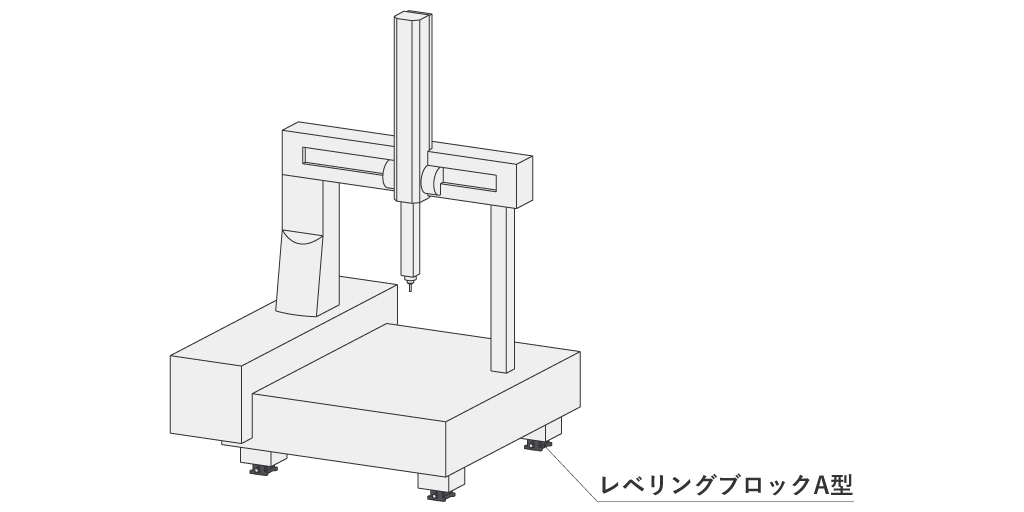
三次元測定機
問題
外部からの振動により三次元測定機の測定精度が安定しなかった。
振動測定の結果、水平:14Hz、鉛直:42Hzのときに共振し精度が安定しないことが判明した。
また過去にゴムで試したが、クリープにより装置のレベルが変化し装置稼動に支障をきたした経験あり。
対策
現状より振動を減衰することを目的に、減衰効果が見込めてクリープが発生しにくいという観点から「防振パッド シロマー」を選定し共振対策を行った。
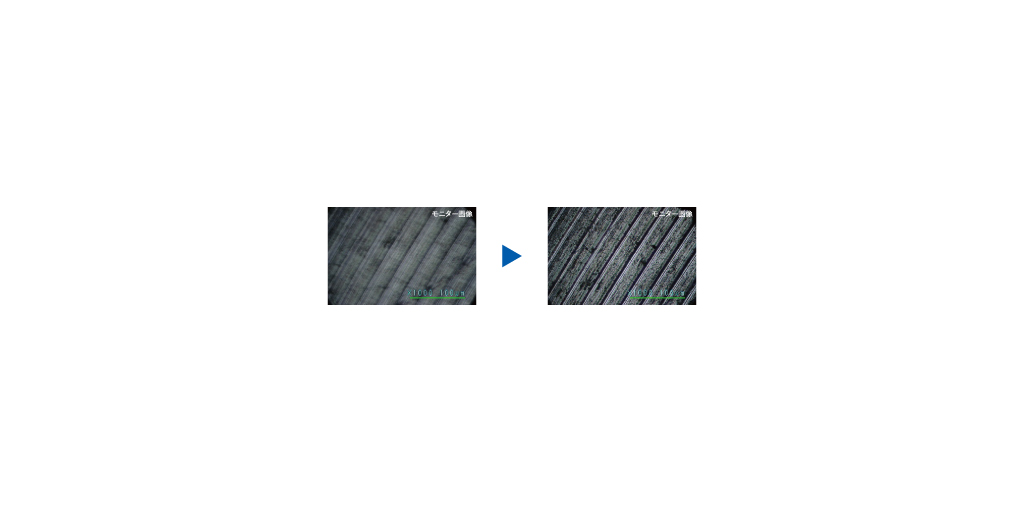
効果
振動が水平・鉛直ともに約0.17倍になり振動の減衰が確認され測定精度が安定した。
クリープの問題も解消された。
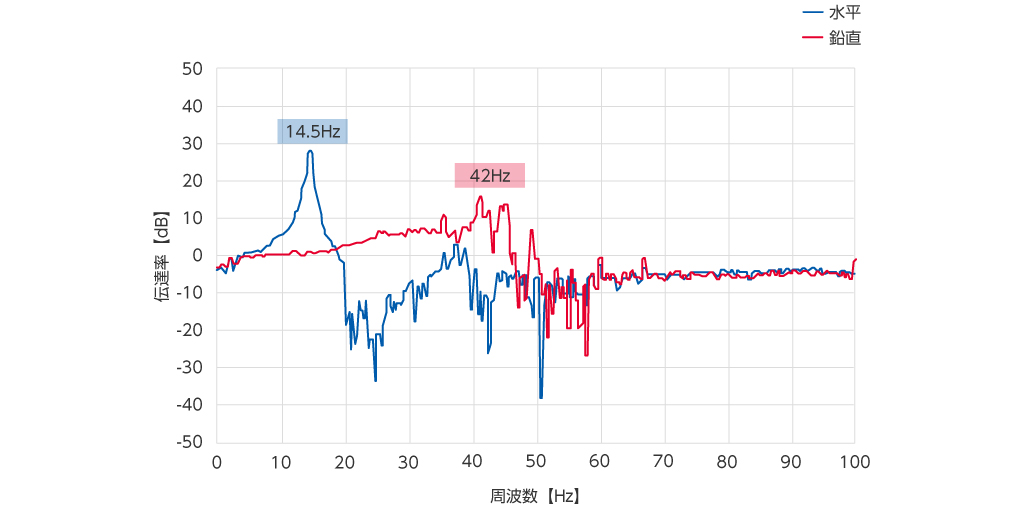
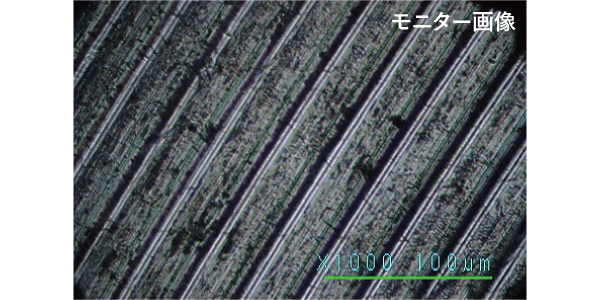
対策前
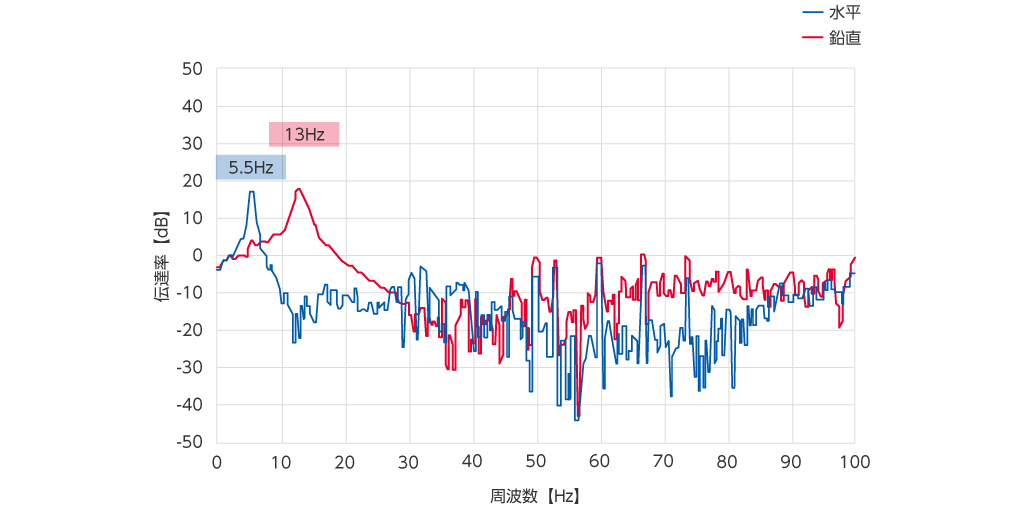
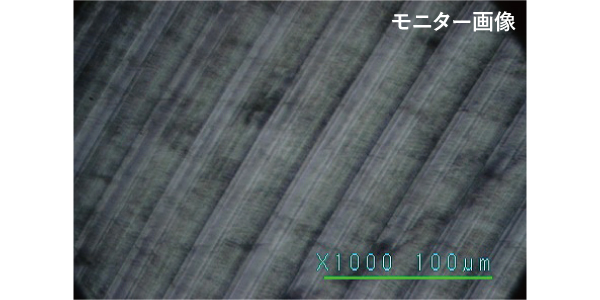
対策後
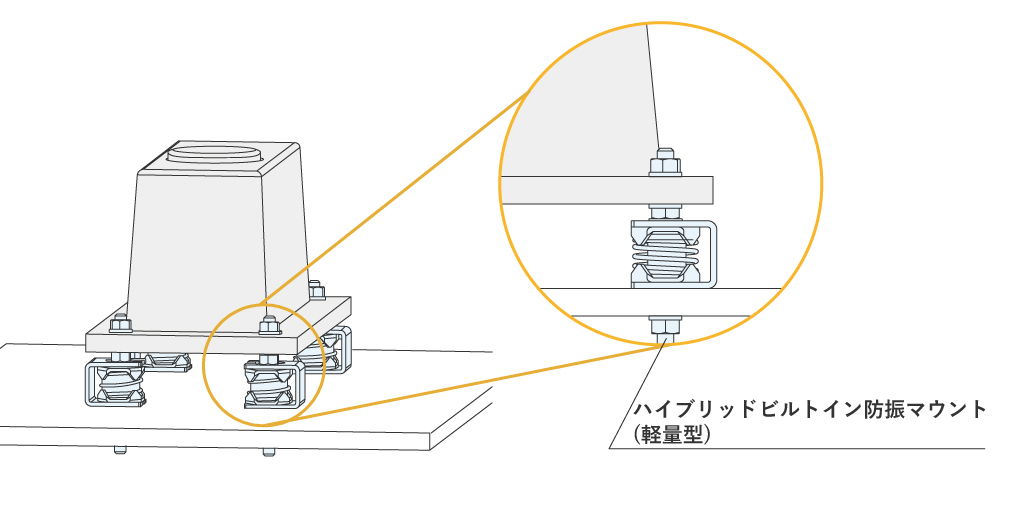
インライン型電子てんびんの振動対策例
問題
鉛直方向における30Hzおよび52Hzの振動が、電子てんびんの数値安定性を低下させていた。
対策
ベースと電子てんびん取付板との間に、ハイブリッドビルトイン防振マウントを4個設置。
結果
(共振周波数付近約8Hz)では増幅が見られたものの、30Hzおよび52Hzの振動成分を大幅に低減することで、電子てんびんの数値が安定した。
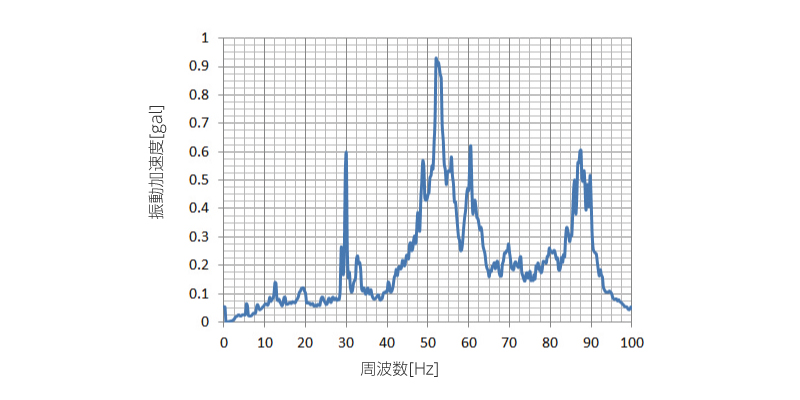
床の振動
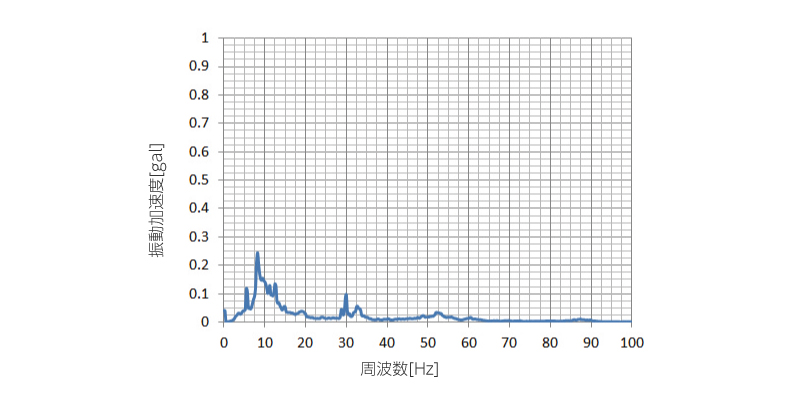
電子てんびん取り付け板上の振動
機械設計時に注意すべき点
新規設備の導入や既存設備の大規模な改造を行う際には、設計の初期段階で共振対策を考慮することが非常に重要です。
この段階で対策を織り込むことで、後から発生するであろう問題を未然に防ぎ、将来的な手戻りや高額な対策コストを大幅に削減できます。
具体的には、CAE(Computer-Aided Engineering)を用いた固有値解析シミュレーションを活用します。
これは、コンピューター上で設備の構造モデルを作成し、固有振動数を事前に予測する技術です。
設計の段階で、モーターの回転数やポンプの脈動といった主要な加振源の周波数と、設備の固有振動数が重ならないように構造を最適化します。
この初期段階での検討こそが、長期的に信頼性の高い設備を実現するための最も効果的なアプローチと言えるでしょう。
振動・共振対策に関するお困りごとは専門家へ
振動測定サービス
「まずは自社の設備の状況を確認したい」「FFT解析を試してみたいが、機材がない」といったお悩みを抱えていませんか。
そのようなニーズにお応えするため、弊社では振動診断・解析サービスをご提供しています。
簡易的な振動測定と初期解析を行います。
測定結果に基づき、振動問題の可能性や、さらなる詳細調査の必要性についてアドバイスをさせていただきます。
お気軽にご相談ください。