





































































































びびり対策~加工現場で即試せる原因特定と改善手法~
はじめに:加工現場の「びびり」は生産性を下げる厄介な敵
金属加工の現場で多くの技術者が頭を悩ませる「びびり振動」。
これは仕上げ面の悪化や寸法精度の低下、工具寿命の短縮など、生産性を阻害する様々な問題を引き起こす厄介な現象です。
本記事では、このびびり振動の発生原因を体系的に突き止めるためのチェックポイントから、現場ですぐに試せる具体的な対策までを解説します。
「びびり」とは?加工品質を落とす振動が正体
びびり振動とは、加工中に切削工具やワークが異常に振動する現象を指し、その発生メカニズムから「強制びびり」と「自励びびり」の2種類に大別されます。
強制びびり
強制びびりは、機械の回転部分のアンバランスや軸受(ベアリング)の摩耗、外部からの振動といった要因によって引き起こされる振動です。
これは常に一定の周波数で発生するため、原因特定が比較的容易です。
自励びびり
自励びびりは、加工プロセス自体によって引き起こされる振動で、切削抵抗の変動と切削工具・ワーク・機械系の動的な特性が相互作用することで発生します。
特に特定の切削条件下で発生しやすく、原因の特定が難しいとされています。
例えば、切削工具がワークに食い込む際に、たわみによって切り込み量が増え、抵抗が増大することでさらにたわみが大きくなるという悪循環が生じ、最終的に振動へとつながります。
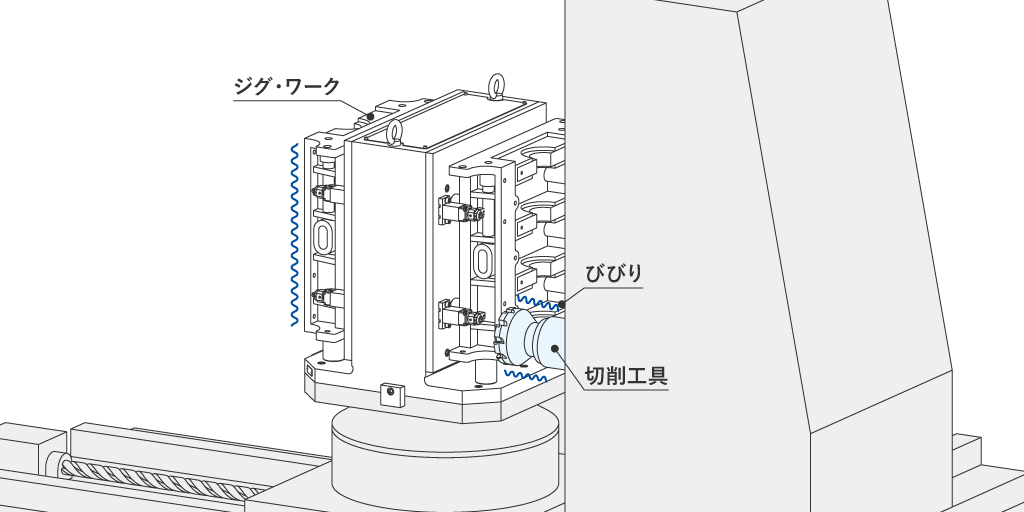
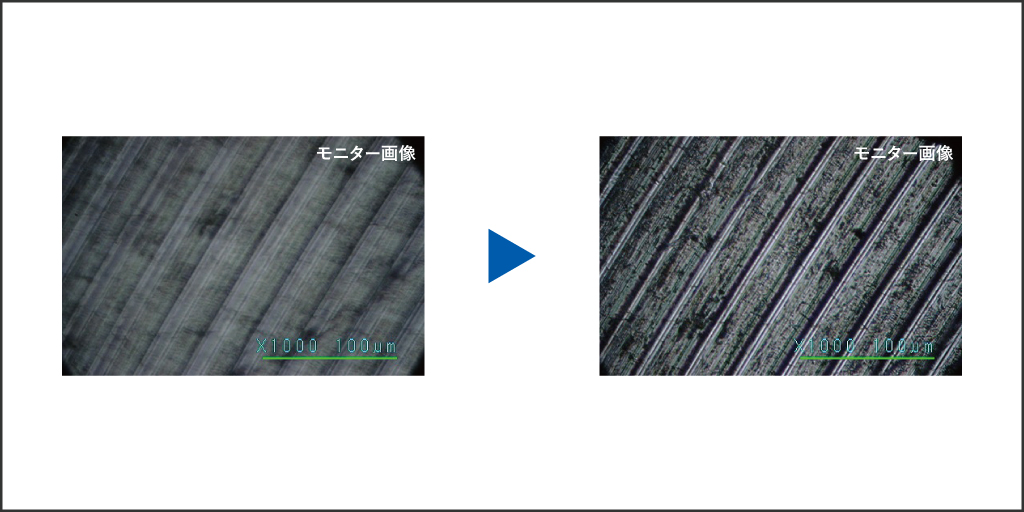
このびびり振動が発生すると、加工面には「むしれ」や「うろこ状の模様(びびりマーク)」といった粗悪な仕上げ面が現れ、要求される表面粗さを達成できなくなります。
また、切削工具の刃先には過大な衝撃が繰り返し加わるため、小さな欠け(チッピング)が発生しやすくなり、工具寿命を著しく短縮させるだけでなく、加工精度の低下やワークの不良にも直結します。
このように、びびり振動は加工品質を著しく低下させる深刻な問題なのです。
原因特定:びびりの発生源を突き止める4つのチェックポイント
加工現場でびびりが発生した際、その原因を特定することは、効果的な対策を講じる上で非常に重要です。
やみくもに切削条件を変更したり、切削工具を交換したりしても、時間とコストを無駄にするだけで、根本的な解決には至りません。
びびりは単一の原因で発生することは稀で、多くの場合、複数の要因が複雑に絡み合っています。
例えば、
- 切削工具の突き出し量が長い
- ワークの固定が不十分
- 切削条件が不適切
といった条件が重なることで、振動が発生しやすくなります。
そこで、びびり問題解決の効率を高めるために、「切削条件」「切削工具」「ワーク」「工作機械」という4つの観点から体系的に原因を探るアプローチを推奨します。
この4つのチェックポイントは、びびりの発生源を網羅的にカバーしており、一つずつ確認していくことで、真の原因にたどり着く可能性が高まります。
ポイント1:切削条件(回転数、送り、切り込み)のバランス
刃物、ワーク、機械のいずれにも明らかな問題が見当たらない場合、びびりの原因は切削条件のアンバランスにある可能性が高いです。
特に自励びびりの場合、特定の回転数域で発生しやすいという特徴があります。
送り速度と切り込み量も、びびり発生に大きく影響する要素です。
一般的に、切り込み量が深すぎる、あるいは送り速度が遅すぎると、切削抵抗が過度に増大し、びびりの原因となることがあります。
切削抵抗が不安定になることで、工具やワークのたわみが大きくなり、それが振動に繋がるためです。
ポイント2:切削工具(刃物)の状態
びびり振動の発生源として、切削工具は最も身近で、かつ影響の大きい要素の一つです。
以下がチェックポイントとなります。
| 確認項目 | 発生しやすい問題 |
|---|---|
| 突き出し量が長い | 工具がたわみやすい。 |
| 刃先の摩耗 | 切れ味が悪くなり、切削抵抗が増加。 |
| チッピング | 断続的な振動が発生。 |
ポイント3:ワークの材質とクランプ方法
切削工具だけでなく、加工されるワーク自体もびびりの発生源となり得ます。
主に、
- 薄型ワーク
- 細長いシャフト
- フランジ形状
はワーク自体の剛性が低いため、切削抵抗によって容易にたわみや振動を引き起こし、びびりの原因となります。
また、クランプ方法も非常に重要です。
以下のような状態ではびびりに直結します。
-
クランプ力が不足している
-
クランプ位置が不適切である
-
ワークを保持するジグの剛性が不十分
あわせて読みたい「お役立ち情報」
ポイント4:工作機械の状態
びびりの原因は、工具やワークだけでなく、加工を行う工作機械そのものにも潜んでいることがあります。
工作機械のメンテナンス不足は、びびりを誘発する根本的な原因となり得ます。
例えば、以下のような状態だと、機械が本来持つべき剛性が失われ、加工中の振動を吸収しきれなくなります。
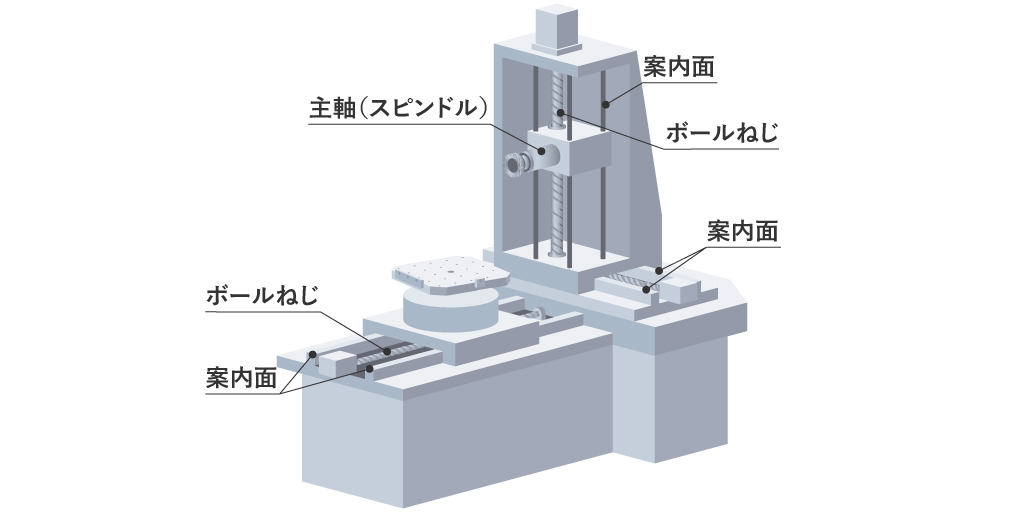
- 主軸(スピンドル)の軸受(ベアリング)が摩耗
- 送り軸のボールねじにガタつき
- 案内面(スライド)が摩耗
これらの部品は、使用に伴い徐々に劣化していくため、定期的な点検と適切なメンテナンスを怠っていると、気づかないうちに機械の剛性が低下し、慢性的なびびりに悩まされることになります。
機械の水平が正しく出ていない場合や、設置されている基礎が不安定な場合も、機械全体が振動しやすくなり、びびりが発生する要因となります。
これらの問題は、一度発生すると修理に時間とコストがかかるため、予防的なメンテナンスが非常に重要です。
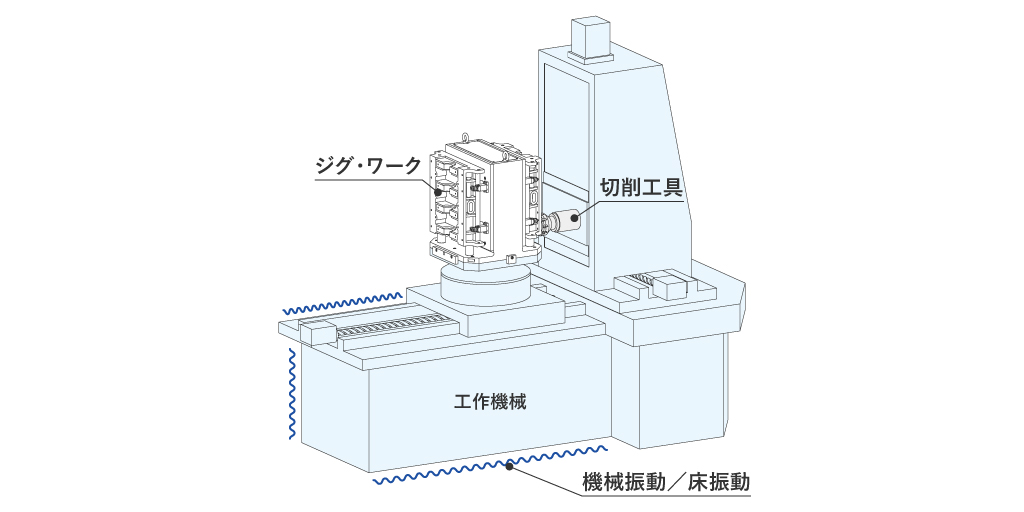
さらに、工作機械の外部からの振動も「強制びびり」の原因となる可能性があります。
例えば、隣接する設備である油圧ユニットのポンプが発する振動や、大型のプレス機が稼働する際の地盤振動などが、工作機械に伝達されてびびりを引き起こすことがあります。
このようなケースでは、機械の設置場所を見直すか、防振材や防振基礎を導入するといった対策が必要になります。
機械側のびびり対策は、長期的な安定稼働に直結するため、日々の点検と計画的なメンテナンスが不可欠と言えるでしょう。
あわせて読みたい「お役立ち情報」
実践:現場で試せるびびり対策の具体的手法
びびりの原因を特定したら、次はいよいよ対策を実践していきましょう。
ここでは、加工現場で比較的取り組みやすい改善方法を中心に、
- 切削条件の調整で振動を抑える
- 切削工具の突き出し量を短く、剛性の高いものを選定する
- ワークのクランプ方法を見直し
など、効果が実証されているアプローチを段階的に解説します。
対策方法1:切削条件の調整で振動を抑える
びびり対策として最初に試しやすいのが、回転数・送り・切り込み量の調整です。
特に自励びびりでは、主軸回転数を10〜20%変更するだけで、安定領域へ入り振動が収まるケースがあります。
これは、特定の回転数域でびびりが発生しやすい特性を利用した方法です。
送り速度の調整も有効的です。一般的に、送り速度を上げる(1刃あたりの送りを大きくする)と、切削抵抗の変動が抑えられ、びびりが改善される傾向にあります。
ただし、送り速度を上げすぎると工具負荷が増大し、工具のチッピングや折損の原因となる可能性もあるため、注意しながら調整する必要があります。
また、切り込み量のバランス見直しも重要です。
これらの切削条件は、切削工具、ワーク、機械の特性によって最適なバランスが異なります。
一度に大きく条件を変えるのではなく、少しずつ変化させながら加工状態の変化を観察することが重要です。
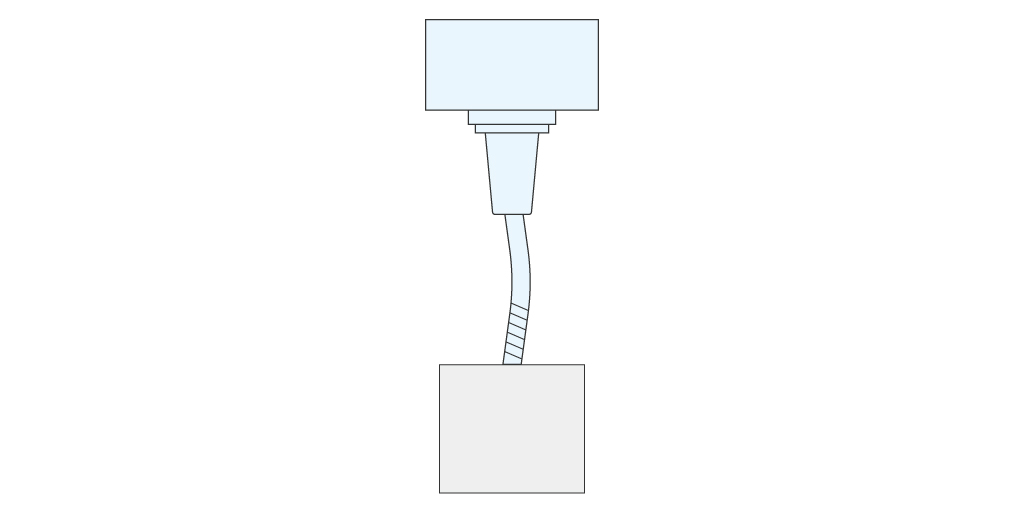
対策方法2:切削工具の突き出し量を短く、剛性の高いものを選定する
びびり対策では、切削工具剛性の向上が非常に重要です。
中でも効果的なものは切削工具の突き出し量を可能な限り短くすることです。
一般的に、突き出し量が2倍になると工具のたわみは約8倍になると言われており、わずかな長さの違いでも振動へ大きく影響します。
-
短い突き出し
剛性高い
-
長い突き出し
たわみ大
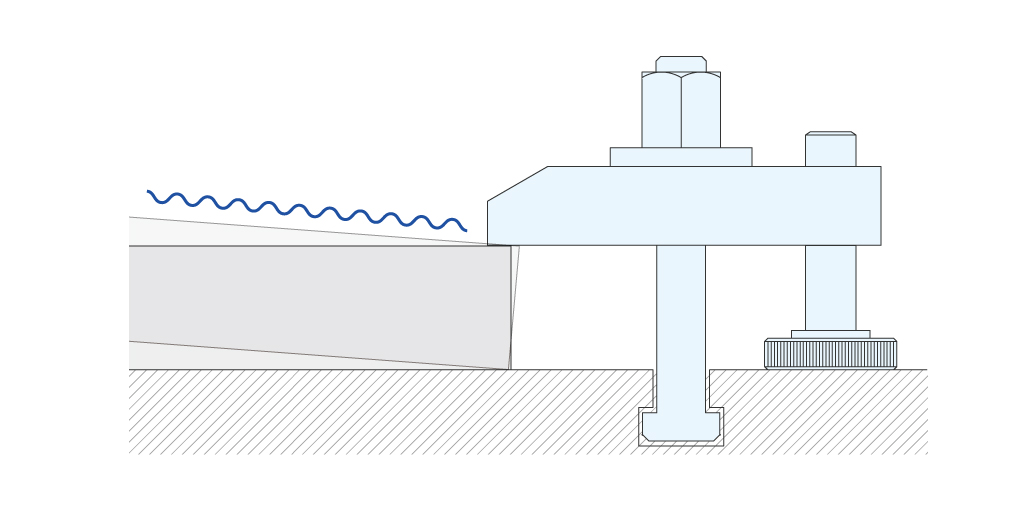
対策方法3:ワークのクランプ方法を見直す
ワークの保持剛性を高めることも、びびり対策において非常に重要です。
まずは、現在のクランプ方法が適切かどうかを改めて見直してみましょう。
ジグのクランプ面が摩耗していないか、ジグの基準面は清掃されているか、そして十分なクランプ圧がかかっているかなどを確認してください。
ほんのわずかな摩耗や切屑の噛み込みが、保持力の低下につながることがよくあります。
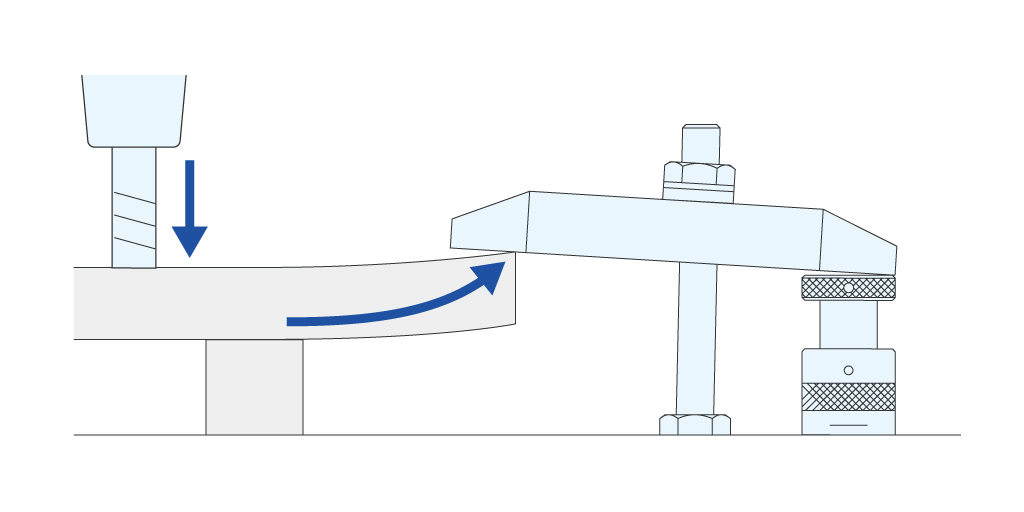
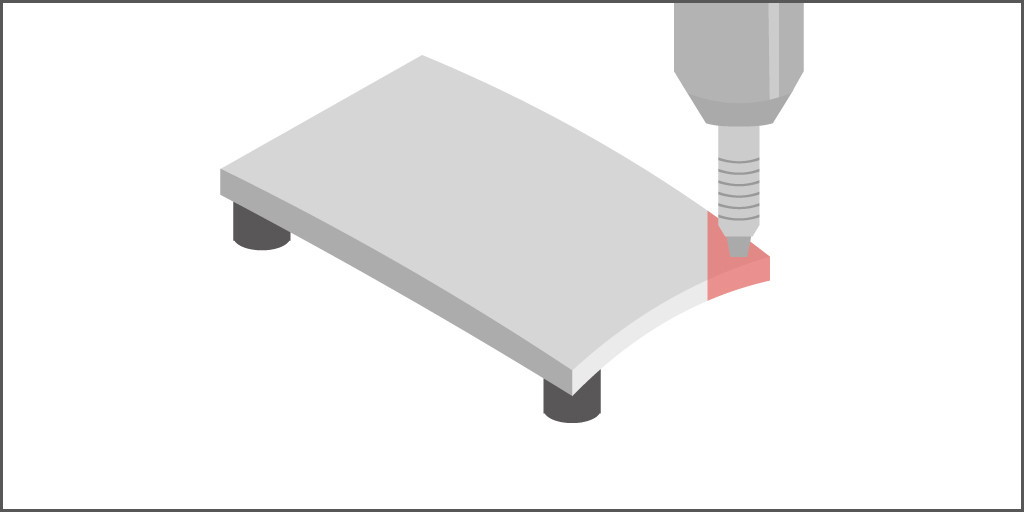
特に薄肉のワークを加工する場合は、ワーク自体が振動しやすいため、より厳重な対策が必要です。
ワークの内側から支えるサポートジグを入れたり、外側から補助的なクランプを追加したりすることで、剛性を劇的に改善できます。
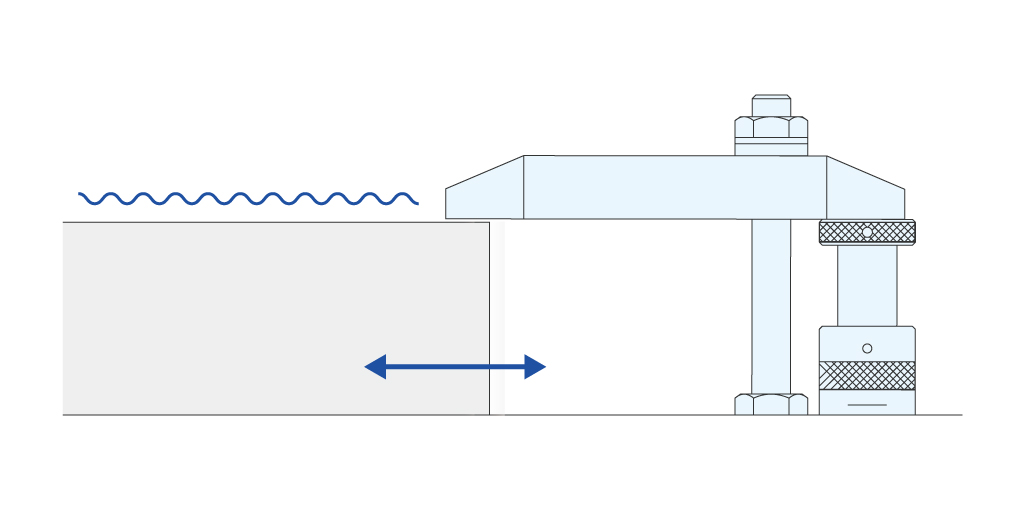
また、びびりを抑制するためには、切削点のできるだけ近くを、広い面積で、そして均一な力でしっかりと支持することが鍵となります。
クランプ位置が切削点から離れすぎていると、ワークがたわみやすくなり、びびりを誘発します。
ワークの形状や材質に合わせて、ジグの設計変更や追加サポートの導入も積極的に検討してください。
ワークの保持方法一つで加工品質が大きく変わることもあるため、この点は特に注意深く見直す価値があります。
びびり原因と対策方法チェックリスト
びびりの原因や対策方法については下記をご確認ください。
| 原因 | よくある状態 | 対策 |
|---|---|---|
| 切削工具 | 突き出しが長い。摩耗している。チッピングがある。 | 突き出しを短くする。剛性の高い工具に変える。工具交換をする。 |
| ワーククランプ | 固定が弱い。切削点から支点が遠い。薄肉・長尺ワーク。 | クランプ位置を見直す。サポートを追加する。ジグを見直す。 |
| 工作機械 | 主軸・案内面の摩耗。水平不良。外部振動 | メンテナンス。レベル調整。振動対策。 |
| 切削条件 | 回転数・送り・切り込み量があっていない。 | 回転数を変える。送り・切り込み量を調整する。 |
あわせて読みたい「お役立ち情報」
場当たり的な対策から脱却し、安定した加工現場を実現しよう
本記事では、加工現場における永遠の課題である「びびり振動」を中心に、様々な加工不良の原因と対策を体系的に解説しました。
ここで最も重要なのは、問題が発生するたびに場当たり的な対策に追われるのではなく、なぜその不良が起きたのかを冷静に分析し、根本原因にアプローチする姿勢です。
表面的な症状だけを見て切削条件を闇雲に変更するのではなく、原因を特定することに時間と労力をかけることが、結果として問題解決への最短ルートとなります。
また、びびり対策では、切削条件や切削工具だけでなく、ワークをどのように保持するかも非常に重要なポイントです。
- 加工機、ワーク、加工条件は決まっているが、どのようなジグを構成したら良いかわからない…
- 干渉を避けながら、より強力にクランプできる方法を検討したい…
- 加工中の振動を抑え、高精度に位置決めできるジグを選定したい…
- 薄肉ワークや長尺ワークでも、安定して加工できる保持方法を相談したい…
このようなお悩みがございましたら、ぜひナベヤへご相談ください。
加工内容やワーク形状に合わせて、ジグ・クランプ・サポート方法の改善をご提案いたします。
安定した加工品質と生産性向上のために、まずはお気軽にお問い合わせください。
※本記事は、皆さまの情報収集や理解の一助となることを目的として掲載しております。
記事内で紹介している内容には、当社のサービス提供範囲外のテーマも含まれております。そのため、掲載内容に関する個別のご相談やサポートには対応できない場合がございます。
ご不便をおかけいたしますが、ご理解いただけますと幸いです。今後もお役立ていただける情報発信に努めてまいります。