





































































































![]()
ZPSクランプユニット(サイドネジ式)
E-9659ZM

別売りの「ZPSクランプユニット(サイドネジ式)用ピンボルト」と組み合わせて使用します。
特許出願中
仕様・価格
寸法図・サイズ表
| 選択 | オーダー № |
№ | A | B | C±0.005 | D | E | F | G | H | I H6 | J +0.05/0 | K | L | M | N | O | P | Q | R |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 168258 | ZPSCUM1 | 80 | 50 | 50 | 50 | 20 | 66 | 9 | 15 | 12 | 5 | 4 | 5 | 31 | - | - | - | 6 | 25.5 | |
| 168259 | ZPSCUM2 | 115 | 75 | 70 | 75 | 25 | 98 | 13 | 22 | 18 | 6 | 6 | 8 | 41.5 | - | - | - | 6 | 35 | |
| 168260 | ZPSCUM3 | 150 | 95 | 90 | 95 | 30 | 124 | 17 | 32 | 22 | 7.5 | 8 | 10 | 48 | M8x1.25 | 16 | 72 | 6 | 38.5 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 |
|---|---|---|
| ZPSクランプユニット(サイドネジ式) | SCM440 | 全体焼入HRC55-60 |
特長
-
■段取り時間短縮を実現し機械稼働率を向上
ワークを下面で引き込み・固定できる機能により主軸とジグの干渉がなくなり、1度の段取りで多面加工が可能。工程ごとの段取り替えが不要になるため段取り回数を削減できます。
■優れた操作性・作業の省力化
小型のトルクレンチや限られたスペースでもクランプ/アンクランプ操作できるように、クランプ力を確保しつつ規定操作トルクを小さくしています。
・規定締付トルク
ZPSCUM1(締付力15kN):操作トルク8Nm
ZPSCUM2(締付力25kN):操作トルク22Nm
ZPSCUM3(締付力35kN):操作トルク50Nm
・クランプポイントの距離が遠く、アクセスが困難な場合でも、クランプ/アンクランプ操作ができるように延長工具(別売り)のオプションパーツを取り揃えております。
■清掃・メンテナンス性を考慮した構造設計
上面の穴から侵入した切粉やクーラントが内部に堆積しないように、エアーの吐出で外部に排出できる構造です。段取り替え時の清掃やメンテナンスが容易にでき長期間ご使用いただけます。
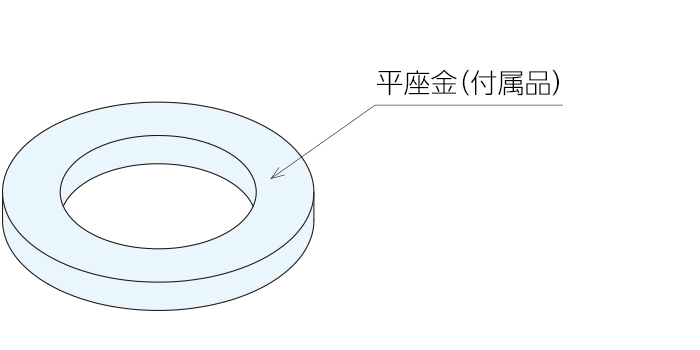
[付属品]
ZPSCUM1:平座金(M8)…2枚
ZPSCUM2:平座金(M12)…2枚
ZPSCUM3:平座金(M16)…2枚
構成図
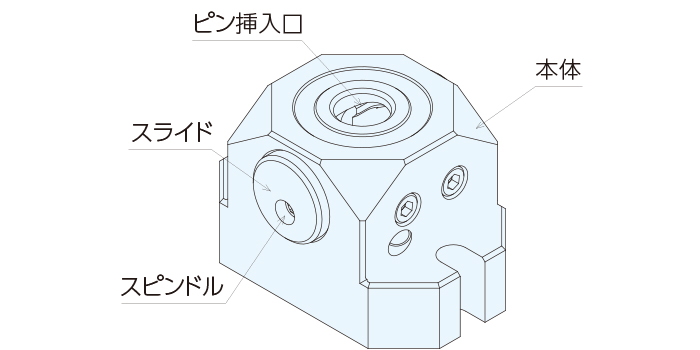
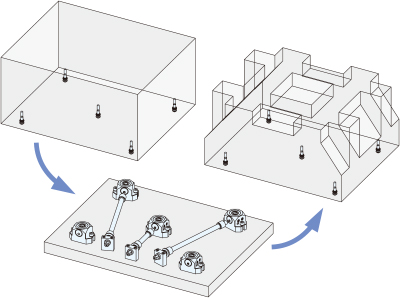
使用例
ピンボルトと本体のピッチを合わせるだけでワークを何度交換しても、同じ位置決め精度で簡単に固定が可能。
使用方法
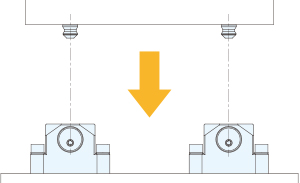
■クランプ方法
1.ユニット内部、着座面を確認
ユニット内部、着座面に切粉等が付着したままですと動作や加工精度に影響を及ぼしますので必ずご確認をお願いいたします。
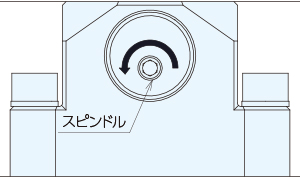
2.スピンドルが回らなくなるまで左方向に回してあるかを確認
スピンドルが回らなくなるまで左方向に回していない場合、ユニットの内部部品とピンが接触し破損する恐れがあります。
スピンドルの動きが悪い場合は、切粉など異物が嚙みこんでいることが考えられますので、異常がある場合はご確認ください。
スピンドルが止まった状態からさらに左回転させ続けると内部部品が破損するためご注意ください。
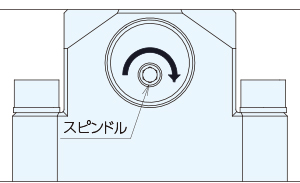
3.ピンボルトを取り付けたワークをユニットに挿入
ユニットのスピンドルを右回転させ規定の操作トルクで締めます。
操作トルクを超えて使用しますと製品が破損するため、規定トルクでの操作をお願いします。
■操作トルク
| No. | 操作トルク N・m |
|---|---|
| ZPSCUM1 | 8 |
| ZPSCUM2 | 22 |
| ZPSCUM3 | 50 |
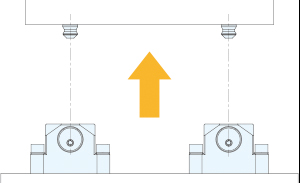
■アンクランプ方法
1.スピンドルが止まるまで左回転させます
スピンドルが止まった状態からさらに左回転させ続けると内部部品が破損するためご注意ください。
2.ワークを持ち上げてユニットから外す
すべてのユニットのスピンドルを回らなくなるまで左方向に回してあることを確認しワークを上方向に持ち上げてユニットから外します。
もしスピンドルが回らなくなるまで左に回っていなかった場合、ユニットからピンボルトが抜けずに破損する恐れがあります。
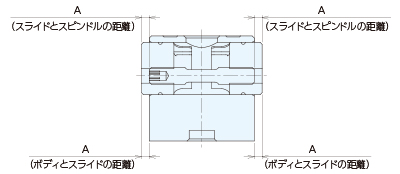
●ユニットからピンボルトを抜くことができない場合
アンクランプ操作が最後まで行われていない場合、ピンボルトを抜くことができません。
図のA部分の距離が以下表の値になるまで回すことでピンボルトを抜くことができます。
※機構上、ピンボルトとスライドが食いつきスライドが止まったように感じる場合がございますのでご注意ください。
| No | A |
|---|---|
| ZPSCUM1 | 3.7 |
| ZPSCUM2 | 4.6 |
| ZPSCUM3 | 6.2 |
●組み合わせ表
本製品は別売りのピンボルトと組み合わせて使用します。
組み合わせは以下をご確認ください。
| 本体 | ピンボルト | 繰り返し位置決め精度 |
|---|---|---|
| ZPSCUM1 | ZPS1-(R,D,C)PB1 | 15µm(実験値) |
| ZPSCUM2 | ZPS2-(R,D,C)PB1 | 15µm(実験値) |
| ZPSCUM3 | ZPS3-(R,D,C)PB1 | 15µm(実験値) |
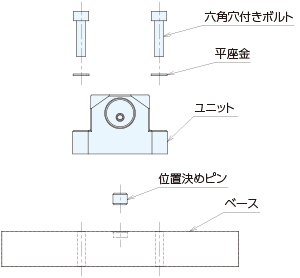
取付方法
ジグベースに取り付け穴を加工し、六角穴付きボルトで取り付けます。
●取り付け加工寸法
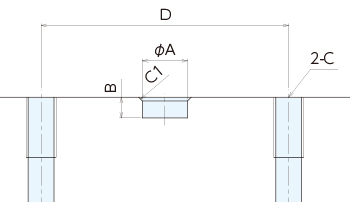
| No | A H7 | B +0.5/0 | C | D |
|---|---|---|---|---|
| ZPSCUM1 | 12 | 5.5 | M8 | 66 |
| ZPSCUM2 | 18 | 6.5 | M12 | 98 |
| ZPSCUM3 | 22 | 8 | M16 | 124 |
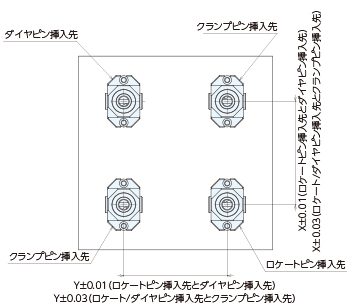
●ピンを複数使用する場合の注意点
複数使用する場合は取付ピッチ公差にご注意ください。
RPとDP間:±0.01
RP/DPとCP間:±0.03
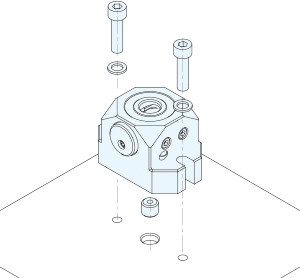
■取付手順
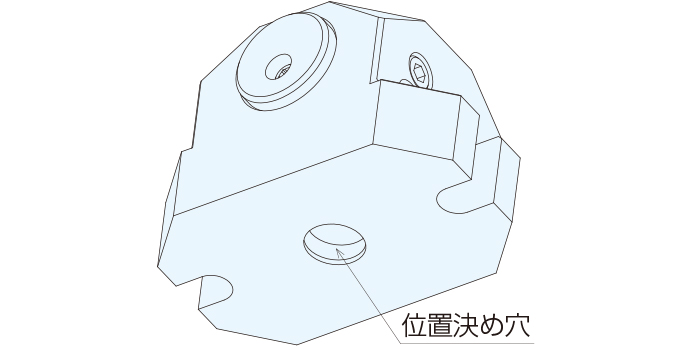
1.別売りの位置決めピンをベースの位置決め穴に差し込みます。
2.本製品をベースに乗せ、六角穴付きボルトを規定トルクで締めて固定します。
取付に必要な六角穴付きボルトはお客様にてご用意ください。
●取付イメージ
●締付トルク
| No | ボルト径 | 締付トルク[Nm] |
|---|---|---|
| ZPSCUM1 | M8 | 22 |
| ZPSCUM2 | M12 | 76 |
| ZPSCUM3 | M16 | 190 |
修理対応
本製品は修理を行っておりません。
破損や摩耗により使用できなくなった場合は新規でのご購入をお願いいたします。
メンテナンス方法
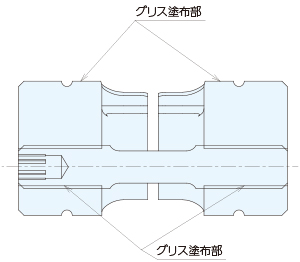
定期的な清掃、グリスの塗布をお願いいたします。
●メンテナンス手順
1.抜け止め用止めねじをボディから取り外してください。
2.ボディからスライドとスピンドルを外してください。
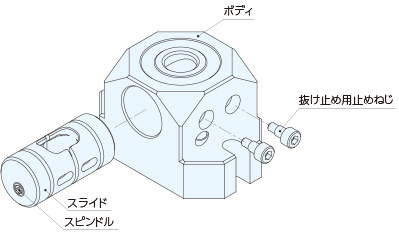
3.各部品に異常、変形がないか確認してください。
4.スライド、スピンドルにモリブデングリスを塗布してください。
5.スライド、スピンドルを組みなおし、スライドとスピンドルの端面が同じ位置になるように調整し、ボディに取付けてください。
6.抜け止め用止めねじをボディに取り付けてください。
●保管方法
使用後、長期間保管する場合は、切粉、切削液を取り除き、防錆油を塗布してください。


