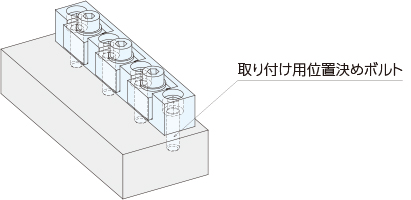
マイクロダウンサイドクランプ 1サイド3連
E-1199


仕様/価格
No.が決まったら、在庫情報・CADデータ・製品BOXから詳細確認や問い合わせに進めます。
| オーダー № |
№ | アタッチメント タイプ |
ストローク | 最大操作トルク N・m |
最大締付力 kN |
質量kg | 価格 | 在庫設定 | 在庫情報 | 製品BOX | CAD | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DXF | STEP | |||||||||||
| 150140 | MS3F85N14-B01 | フラット(焼入有) | 0~1.5 | 10 | 10.2x3 | 0.155 | 27,700 | 在庫 | 在庫〇 | 追加 |
|
|
| 150141 | MS3F85N14-B02 | グリップ | 0~1.5 | 10 | 10.2x3 | 0.155 | 63,000 | × | お問合わせ | 追加 |
|
|
| 150142 | MS3F85N14-B03 | フラット(焼入無) | 3~4.5 | 10 | 10.2x3 | 0.167 | 26,100 | × | 在庫△ | 追加 |
|
|
| 150143 | MS3F85N14-B04 | 真鍮 | 0~1.5 | 10 | 10.2x3 | 0.161 | 56,000 | × | 在庫△ | 追加 |
|
|
寸法図・サイズ表
サイズ表の「選択」にチェックを入れると、選択したNo.に対応した寸法図を確認できます。
| 選択 | オーダー № |
№ |
|---|---|---|
| 150140 | MS3F85N14-B01 | |
| 150141 | MS3F85N14-B02 | |
| 150142 | MS3F85N14-B03 | |
| 150143 | MS3F85N14-B04 |
本体 仕様/価格
No.が決まったら、在庫情報・CADデータ・製品BOXから詳細確認や問い合わせに進めます。
アタッチメント 仕様/価格
No.が決まったら、在庫情報・CADデータ・製品BOXから詳細確認や問い合わせに進めます。
取付用位置決めボルト 仕様/価格
No.が決まったら、在庫情報・CADデータ・製品BOXから詳細確認や問い合わせに進めます。
寸法図・サイズ表
サイズ表の「選択」にチェックを入れると、選択したNo.に対応した寸法図を確認できます。
| 選択 | オーダー№ | № | A | B | C | D | E | F | G |
|---|---|---|---|---|---|---|---|---|---|
| 161224 | MS50 | M5×0.8 | 17.5 | 10 | 7.8 | 5 | 5f7(-0.010/-0.022) | 4 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 | 表面処理 |
|---|---|---|---|
| マイクロダウンサイドクランプ 1サイド3連 | MS3F85N14-B01、MS3F85N14-B02、MS3F85N14-B03:鉄 MS3F85N14-B04:鉄・真鍮(アタッチメント部) |
本体:焼入(HV650以上) | 黒染め(四三酸化鉄被膜) |
特長
-
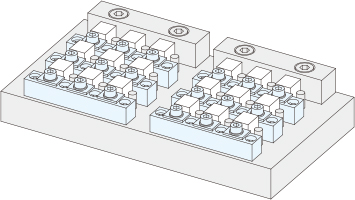
■コンパクトなサイズなため、省スペースで小物ワークのクランプに最適です。(多数個取りジグに活用できます。)
■10.2kNの高い締付力により強固な固定が可能です。
■クサビ式により、水平方向だけでなく下方向にもワークを押さえます。
■ワークや用途に合わせて4種類のアタッチメントから選択可能です。
■本体に焼入を施しているため、負荷にも強く長期的に使用することができます。
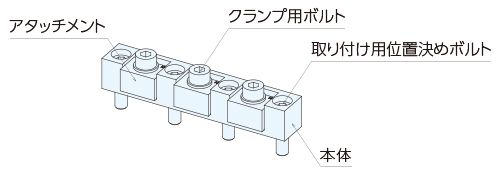
構成図
使用例
マシニング加工のワーククランプでご使用いただけます。
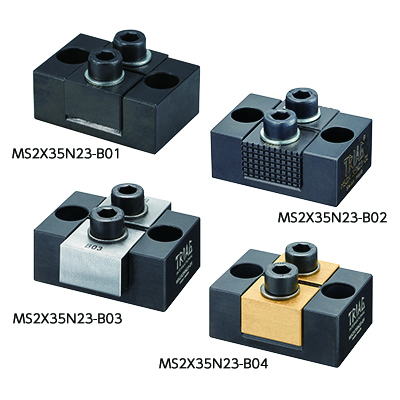
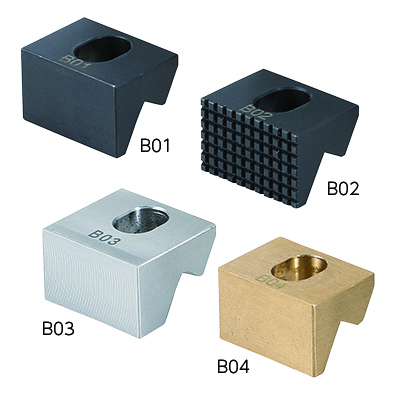
●アタッチメントタイプについて
ワークや用途に合わせて4種類のアタッチメントから選択可能です。
| B01 | B02 | B03 | B04 | |
|---|---|---|---|---|
| タイプ | フラット(焼入有) | グリップ | フラット(焼入無) | 真鍮 |
| 用途 |
主に仕上げ 加工用に |
黒皮ワークや 粗加工用に |
アタッチメントを追加 工して異形ワーク対応 を行いたい場合 |
クランプ跡を残し たくないワーク向け |
 |
 |
 |
 |
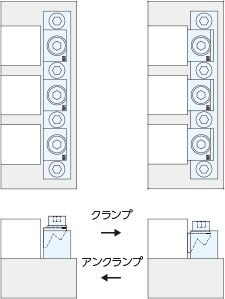
使用方法
●クランプ
クランプ用ボルトを締め付け方向に回転することで、アタッチメントが本体クサビ形状に沿って下降し、クランプ面が水平に張り出してクランプします。
●アンクランプ
クランプ用ボルトを緩める方向に回転することで、アタッチメントが本体クサビ形状に沿って上昇し、クランプ面が引き込まれアンクランプします。
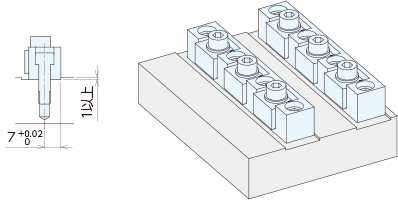
■注意事項
・操作トルク(10N・m)を超えた使用は、製品の破損に繫がります。
・マイクロダウンサイドクランプを4kN以上のクランプ力でご使用される場合は、下図の様にベース側に溝を設け、背面を当ててご使用ください。(溝深さ1mm以上)
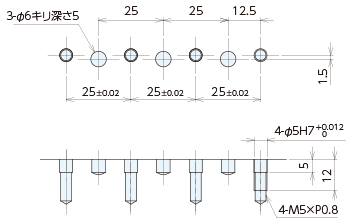
取付方法
プレートに加工寸法図を参考に加工を施します。
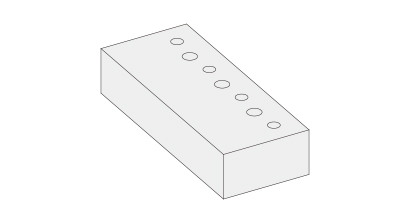
加工穴にマイクロダウンサイドクランプを取り付け用位置決めボルト(付属品、型式:MS50)を用いて取り付けます。
●取付加工図
修理対応
当製品の修理は行っておりません。
クランプ力低下や精度低下がみられる場合は、交換をしてください。
メンテナンス方法
・使用前後に切粉が付着していないかの確認と使用後に切粉の除去を行ってください。
・長期間ご使用頂くために、定期的に切粉の除去・清掃・注油を行ってください。