





































































































![]()
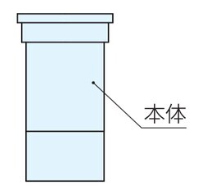
Q-ロックエレメント ホールタイプ 本体(空圧式 単動)
E-9659Z

仕様/価格
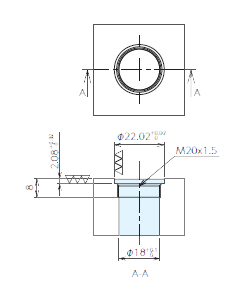
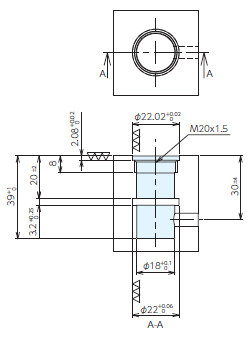
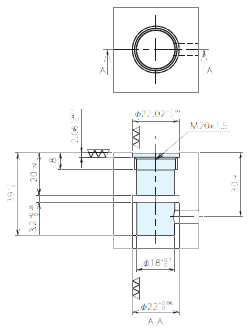
寸法図・サイズ表
| 選択 | オーダー № |
№ | A | B | C | D | E | F | G | H | I | J |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 121991 | QLA-K02 | 22 | 10 | M20x1.5 | 18 | M5x0.8 | 4.5 | 2.05 | 36.45 | 25 | 38.5 |
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 |
|---|---|---|
| Q-ロックエレメント ホールタイプ 本体(空圧式 単動) | SUS | 焼入 |
特長
-
■200万回使用可能な高い耐久性。長期間使用できます。
■アンクランプ時のみエアーを供給するため、加工中はエアーホースを切り離すことができます。
■外径22mmのコンパクトな構造により、省スペースに設置でき、小物ワーク、ロボットハンドなどにもご使用いただけます。
[付属品]M5スタッドボルト
[繰返し位置決め精度] 20μm
※本製品は「Q-ロックエレメント ホールタイプ ピン(空圧式)」と組み合わせて使用する製品です。
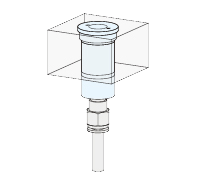
構成図
使用方法
本製品は「Q-ロックエレメント ホールタイプ ピン(空圧式単動)」と組み合わせて使用する製品です。
交換する対象物(ワークやジグプレート等)に取り付けて使用します。
取り付ける際にはタップ穴、位置決め用穴などの追加工が必要です。
事前に加工内容、深さなどの加工条件を確認してください。
■配置レイアウト例
取付側サイズ、配置間の距離によって配置レイアウトが異なります。
以下のレイアウトを参考に設計してください。
| 配置方法 | 備考/説明 | |
|---|---|---|
| レイアウト | 取付側サイズ例 | |
 ロケートピン・ダイヤピン ロケートピン・ダイヤピン |
30x50 50x100 100x200 |
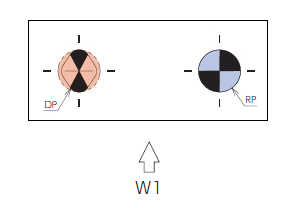
■注意事項 W1方向からの荷重が加わる場合は、荷重の大きさによって ジグプレートが移動する可能性があります。(上図参照) て剛性を増す対策を行ってください。 |
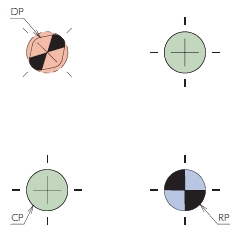 ロケートピン・ダイヤピン・クランプピン ロケートピン・ダイヤピン・クランプピン |
100×100 150×150 200×200 |
|
 ロケートピン・ダイヤピン・クランプピン ロケートピン・ダイヤピン・クランプピン |
100×300 150×300 200×300 |
|
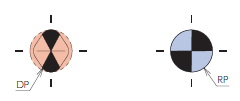
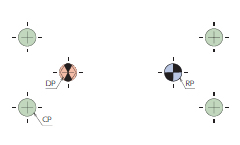
■ピンを複数使用する場合の注意点
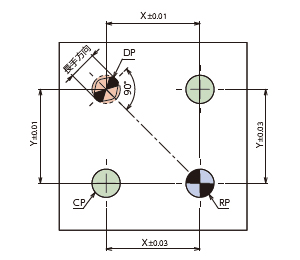
複数使用する場合は取付ピッチ公差にご注意ください。
RPとDP間:±0.01
RP/DPとCP間:±0.03
※DPの長手方向はRPに対して垂直になるように取付けてください。
取付方法
本体の取り付けはご使用環境に合わせて選択いただき、以下の加工寸法図を参考に取り付け加工を行ってください。
取り付け加工完了後、製品を取り付ける前には必ず加工穴と接触面にグリスを塗布してください。
取り付け時はピンレンチを用いて既定のトルクで締めつけます。(締付トルク:10N・m)
内部配管を使用する場合は、別途Oリング(P18)が必要です。
Oリングはφ22(+0.06/0)の溝に使用します。
| 接続方法 | 取付けイメージ | 取付加工 |
|---|---|---|
|
チューブ接続 下部直接配管 |
 |
 |
| 押込下面配管 |  |
 |
| 押込側面配管 |  |
 |
精度規格
■仕様表
| 駆動方式 | クランプ力 kN |
把握力 kN |
アンクランプ 容積 cm3 |
アンクランプ | 使用周囲 温度 ℃ |
||
|---|---|---|---|---|---|---|---|
| クランプ | アンクランプ | 最低作動圧力 MPa | 保証耐圧力 MPa | ||||
| バネ | 空圧 | 0.23 | 6 | 1 | 0.6 | 1.2 | 0-65 |
修理対応
本製品は修理を行うことができません。
破損や摩耗により使用できなくなった場合は新規でのご購入をお願いいたします。
メンテナンス方法
日常のメンテナンス
・本体の汚れを確認し、エアブローにて清掃を行ってください。
月ごとのメンテナンス
以下の項目について外観、動作の目視確認を行ってください。
・本体の汚れの除去
・エアーホース(チューブ)の点検
・本体とピンがしっかり固定されているかの確認
・クランプ、アンクランプの動作確認
■注意事項
本体にはばねが組み込まれています。
不適切なメンテナンスや無理な分解を行うと、加工による共振でピンや本体が緩んで外れてワークが飛んでくるの等の重大な事故につながる可能性がありますので十分に注意して行ってください。






