





































































































![]()
中型ボール盤用ベタバイスA型
E-9103,9103B

仕様/価格
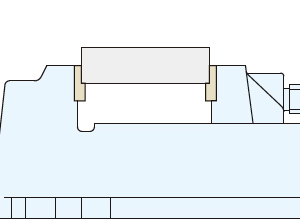
寸法図・サイズ表
| 選択 | オーダーNo. | No. | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 900483 | BETA-A75 | 195 | 64 | 41 | 23 | 77 | 130 | 30 | 143 | 116 | 83 | 23.5 | 12 | 10 | 90 | 12.5 | φ16-8山/吋29° | |
| 900484 | BETA-A100 | 227 | 76 | 49.5 | 26.5 | 100 | 151 | 35 | 171 | 145 | 110 | 23.5 | 16 | 10 | 100 | 16 | φ19-6山/吋29° | |
| 900485 | BETA-A125 | 268 | 91 | 57 | 34 | 125 | 185 | 38 | 218 | 171 | 138 | 34 | 14 | 12 | 110 | 16 | φ19-6山/吋29° | |
| 900486 | BETA-A150 | 302 | 100 | 64 | 38 | 150 | 213 | 38 | 240 | 193 | 164 | 42 | 14 | 13 | 120 | 16 | φ19-6山/吋29° |
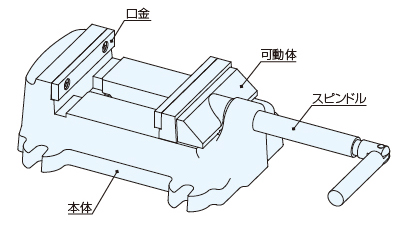
仕様/価格 部品(口金(2枚1組))
仕様/価格 部品(スピンドル)
材質・熱処理・表面処理
| 名称 | 材質 | 熱処理 | 表面処理 |
|---|---|---|---|
| 中型ボール盤用ベタバイスA型 | 本体/可動体:FC250 口金/スピンドル:SS400 |
本体/可動体:焼鈍(HB241以下) | 本体/可動体:塗装(黒皮部) |
特長
-
■ボール盤の穴あけ加工に最適な設計
貫通するドリルの先端が逃がせるように、中央に溝が施されています。
テーブルの溝や穴位置に合わせて固定できるように、フランジが4か所設定されています。
加工時にワークがビビらない、ガタつかないように底面は平面加工してあります。
■様々なワークを加工できる
様々なサイズのワークを平行にクランプできるネジ式のバイスです。
お客様で加工内容やワーク形状に合わせた口金を製作いただければ標準口金と交換できます。
■メンテナンス性・コストに優れている
本体・可動部・ハンドルのシンプル構成でコストを抑えています。
スピンドルと口金はねじ止めで交換しやすく、メンテナンス性に優れています。
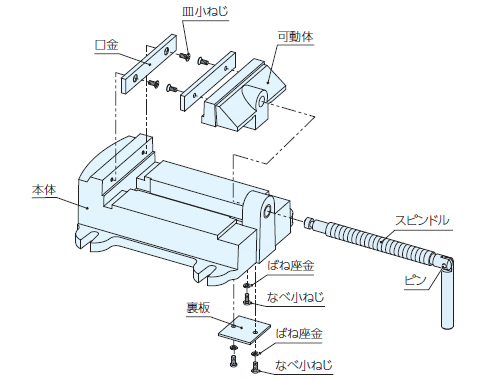
構成図
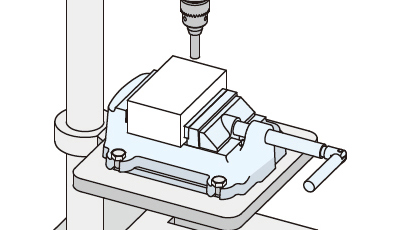
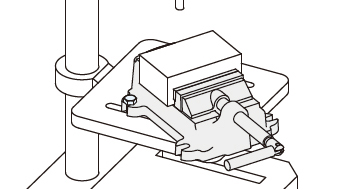
使用例
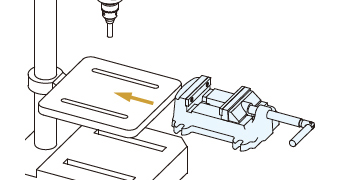
本製品は、ボール盤の穴あけ加工でワークをクランプする製品です。
組み立て時などのワーククランプにもご使用いただけます。
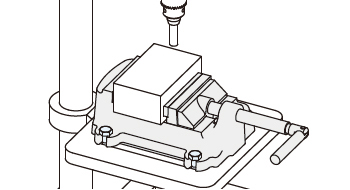
ワーククランプしたバイスをボール盤のテーブル上に置き、穴あけ位置を合わせて加工します。
加工負荷の小さな穴あけ加工用でバイスを固定せずに使用いただけますが、固定する場合はフランジのU溝で固定します。
固定の有無は、お客様で加工確認を行って判断してください。
使用方法
●クランプ方法
スピンドルのハンドル部を時計周りに回転させて、可動体をワークに当ててクランプします。
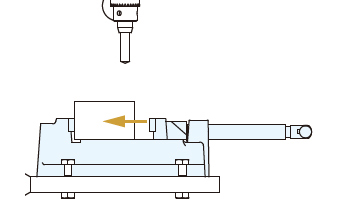
●アンクランプ方法
スピンドルを反時計周りに回転させてください。
●口金の交換方法
専用の口金をお客様で製作していただくことで、様々なワークに対応できます。
標準口金は可動部、本体の段付き部に設置し、2箇所のボルトで固定しています。
専用の口金を製作する場合は、製品に取り付けできるように、以下の条件で設計してください。
・取り付け穴の穴間ピッチを同一にする
・取り付け穴から設置する段付き部の高さを同一にする
・厚み・高さはワークや加工内容に合わせた形状にする
厚み方向が大きくなると締付できる開きが小さくなるため、ワークサイズを考慮して設計してください。
貫通穴が加工できるようにワークをステップ形状の口金で嵩上げできます。
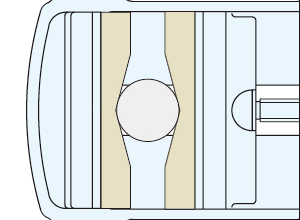
円柱ワークを加工できるようにV溝形状の口金でクランプできます。
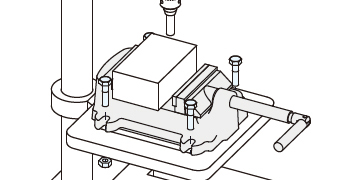
取付方法
ボール盤のテーブルに固定する場合は、テーブルの溝とフランジ部のU溝をボルト、ナットで固定します。
ボール盤のテーブル形状、取り付け用の溝位置は各社によって異なります。
お客様で事前に溝サイズ・ピッチ、取付部の厚みを確認し、ボルト、ナットを準備してください。
バイスの取付用のU溝幅は10㎜/13㎜です。10㎜の場合はM8、13㎜の場合はM10をご使用ください。
テーブルの溝とバイスのフランジ部のU溝ピッチが一致する場合は必要数を固定してください。
ピッチが合わない場合は、別途お客様にてプレートを製作いただくか、U溝部1箇所のみで固定してください。
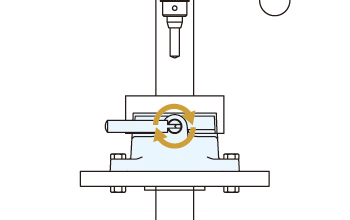
1か所で固定する場合
ワークサイズ・加工位置が異なっても、固定位置を軸に回転させて調整できます。
2か所以上で固定する場合
奥行方向のワーク位置が繰返し決まるため、加工位置が合わせやすくなります。
取り付けを行う場合は、以下の手順で行ってください。
①バイスの位置合わせ
テーブルの溝とバイスのフランジ部のU溝位置を合わせて設置します。
②固定
六角ボルト、ナット等を用いて取り付けます。
修理対応
長年ご使用で締付の操作性などが低下した場合は、スピンドルの交換を行ってください。
運賃・交換費用が購入費より高くなるため、スピンドルの交換は以下の手順でお客様にて対応してください
①バイス底面の裏板の取り外し
なべ小ねじ2箇所、バネ座金を取り外し、裏板を外します。
②スピンドルの取り外し
スピンドルを止めているなべ小ねじ、ばね座金を取り外し、スピンドルを回転させて抜き取ります。
③スピンドルの取付
購入したスピンドルを回転させて挿入し、取り外しの①②の逆手順で組付けます。
メンテナンス方法
使用前後に切粉付着の確認、使用後に切粉の除去を行ってください。
