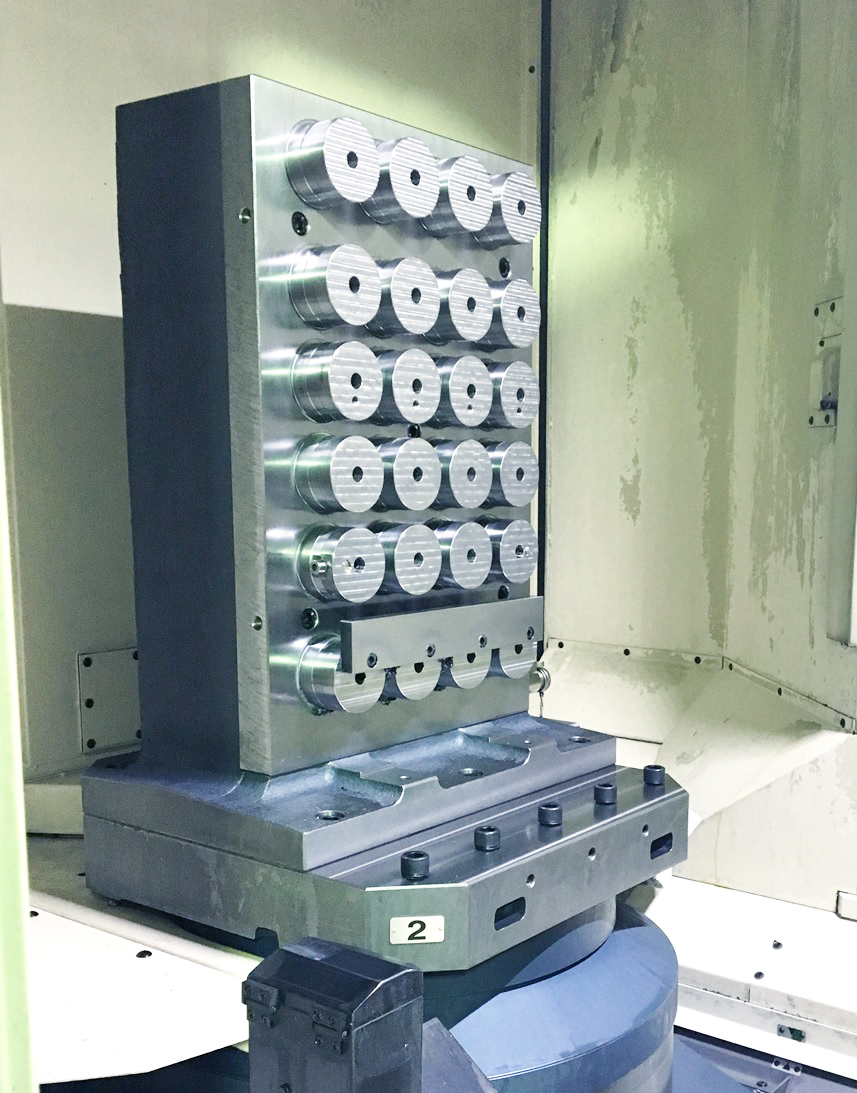
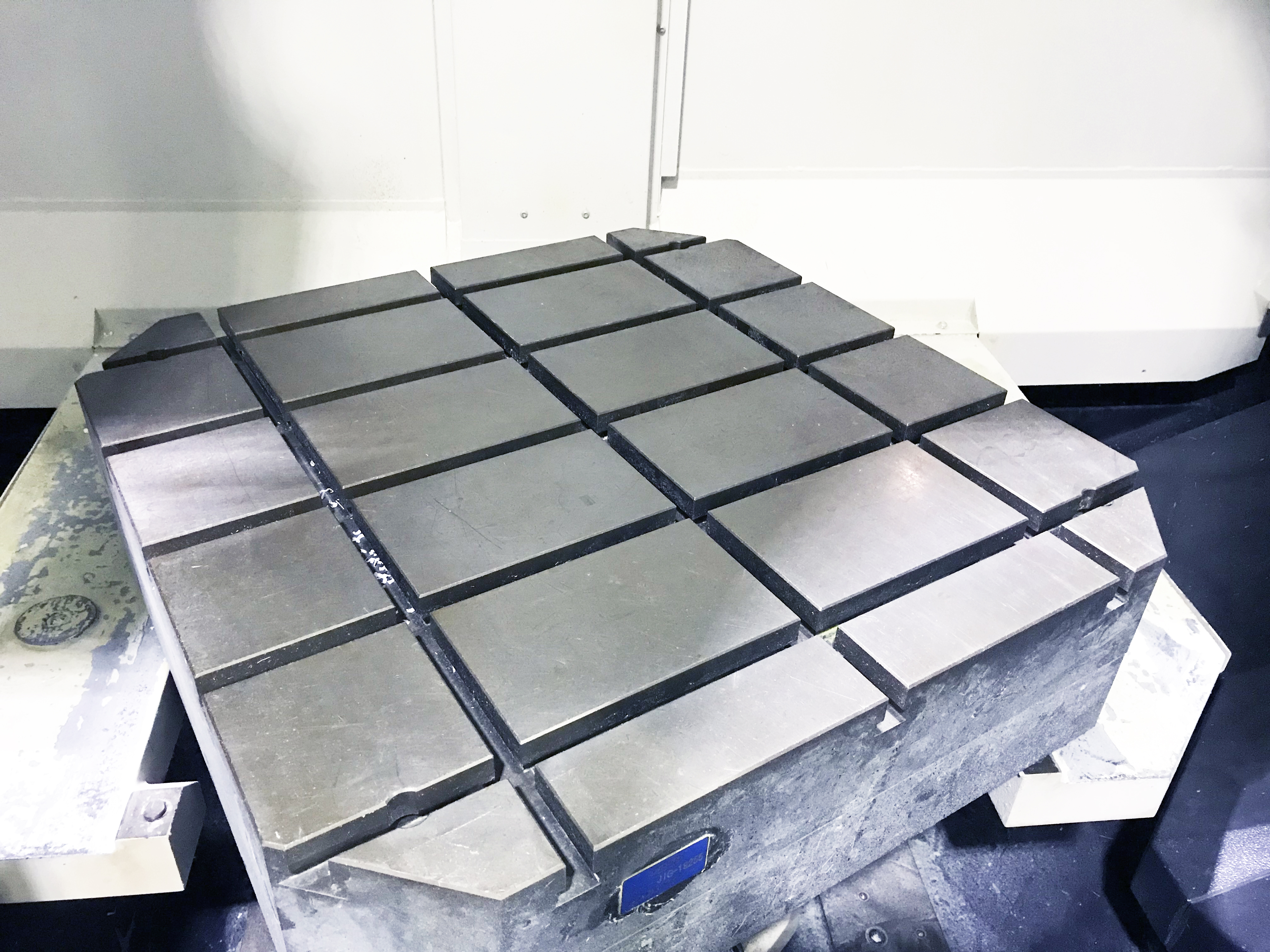
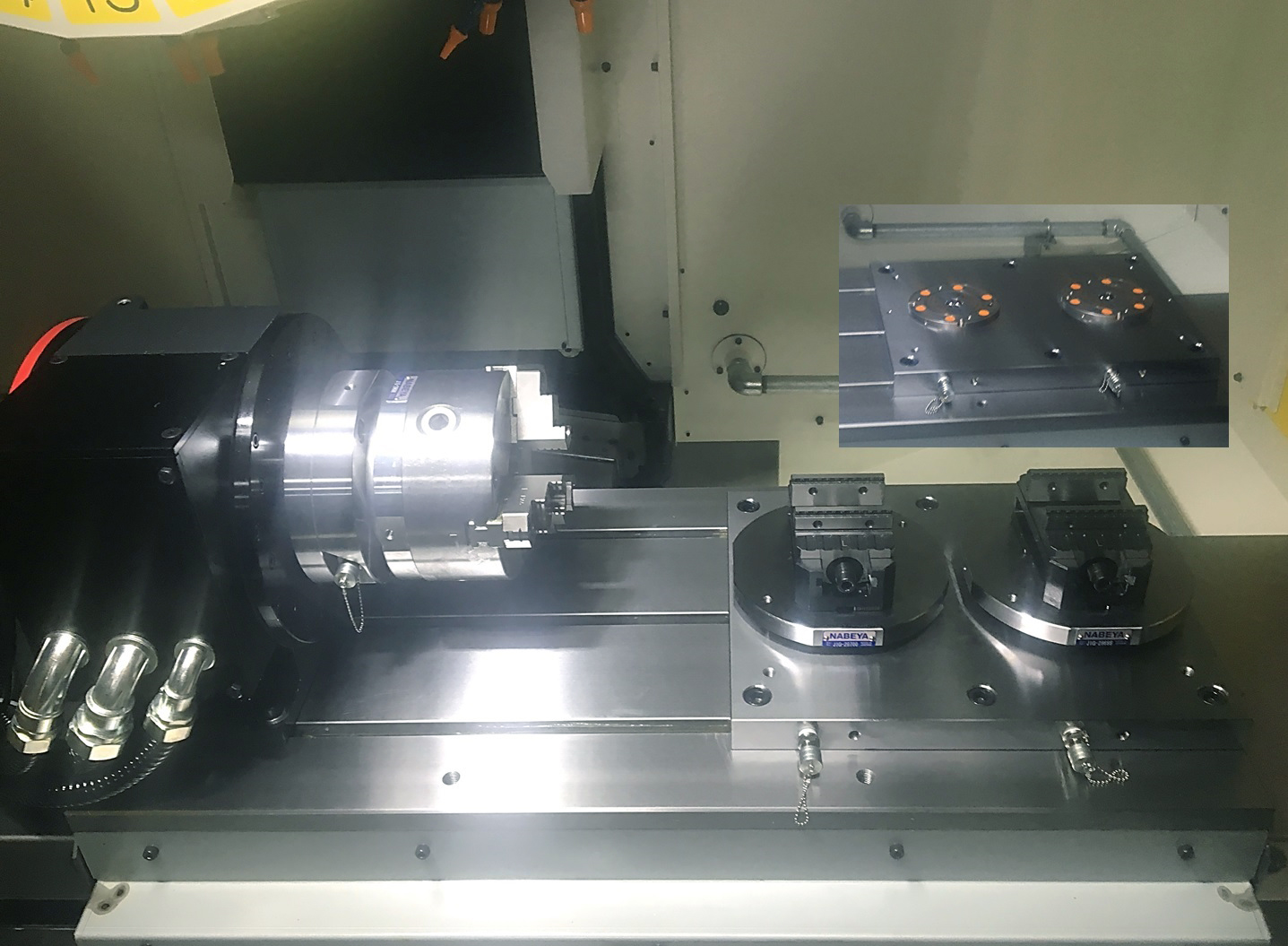
工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()









![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()