工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
「治具ってすごい!アカデミー」第4回では治具構想のポイントとなるZ方向の位置決めについて解説します。
安定した位置決めをするための考え方をきちんと身につけましょう。
位置決めが不安定になる要因は基準座の位置・高さのバラつきや、ワーク素材の基準面のバラつきなどがあります。
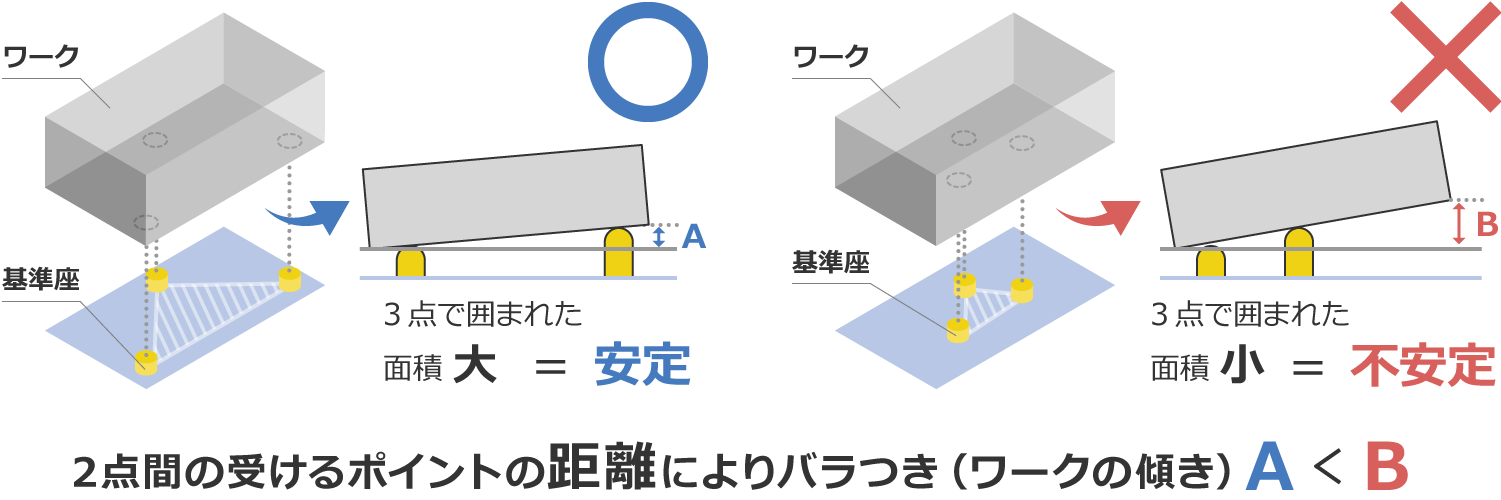
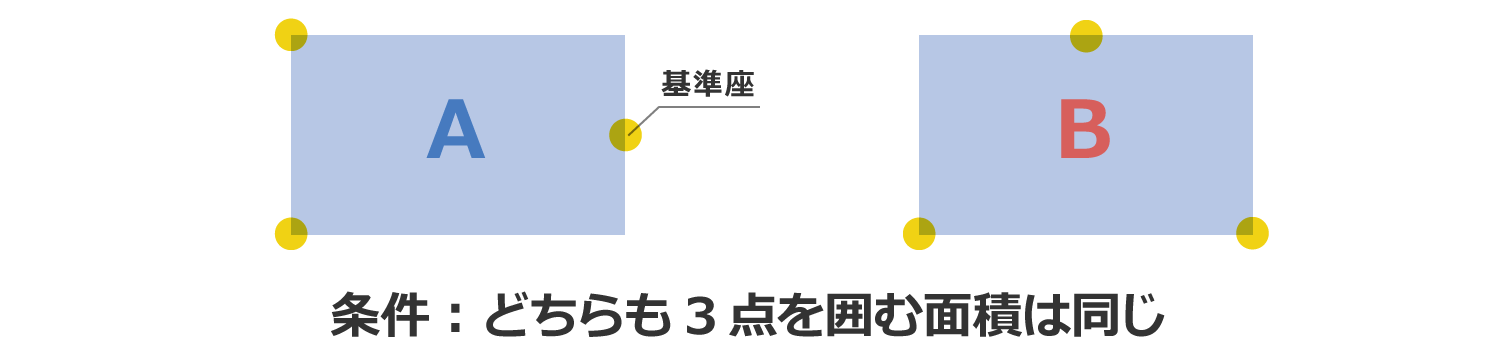
ワークに受けポイントの指示がない場合は、位置決めの3点で囲まれた面積をできるだけ大きくすることで安定した位置決めが可能になります。また、重心が三角形の中に入ると安定させることができます。
下図のように2点間の受けるポイントの距離が長い方が基準座高さのバラつきの影響を小さくすることが出来ます。
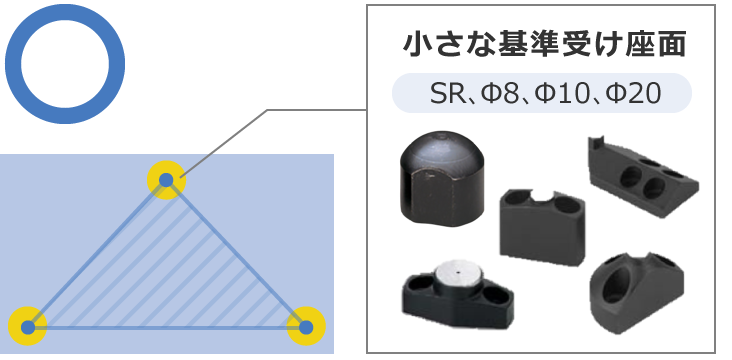
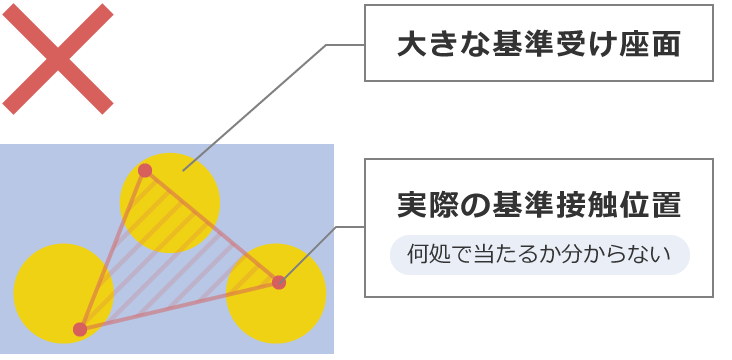
基準受け座面が大きいと実際の基準ポイントとズレが生じて位置決めが不安定になります。安定した位置決めをするためには、面圧による圧痕に気を付けながら基準座とワークの接触面積をできる限り小さくすることが大切です。アルミ等の柔らかい材質の場合は、基準受け座面を大きくした方が圧痕が付きにくく、圧痕が問題にならないような鋳肌面には、点基準(SR)が適しています。しかし、高さ精度の測定が行いにくいため注意が必要です。
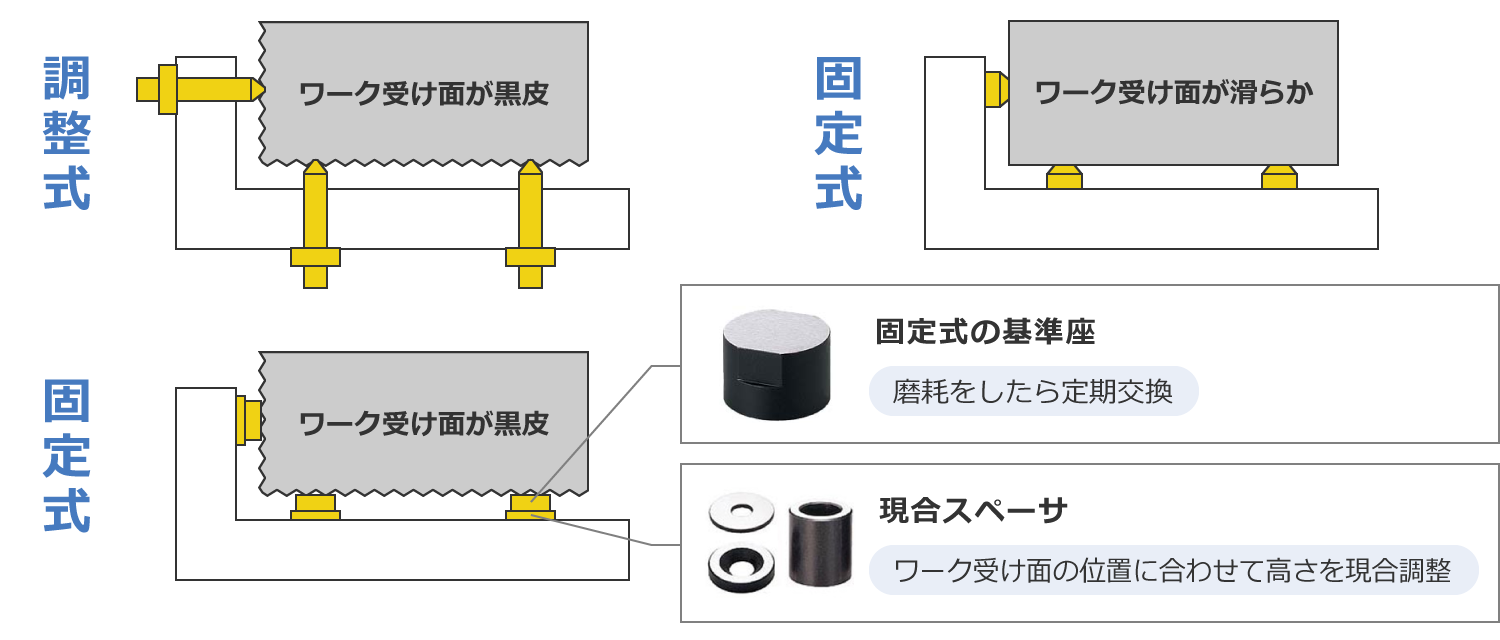
基準座の形状はワーク受け面によって決まります。機械加工後などの滑らかな受け面には固定式、凹凸のある黒皮面には調整式が適しています。但し、ワーク受け面の位置が安定している黒皮面の場合、固定式の基準座と現合スペーサ(ハイトシリンダー等)の組合せにより、メンテンナンス性を向上させることもできます。(現合スペーサにより高さを調整します。基準座が摩耗や破損した際は市販の基準座のみを交換すれば良いので、安く・容易に入手ができます。)
![[1]ワークの厚みにバラつきがある場合。バラつきがある場所を確認し、基準座を配置する場所を検討してください。](/img/special/academy/locating-z05.png)
![[2]ワークの上面に加工負荷がかかる場合。基準座を配置する場所はワーク加工箇所や方向を考慮してください。基準座と加工箇所を近づけることで、加工部位に対するワーク剛性を上げることができ、加工精度の向上やビビリ対策にもつながります。](/img/special/academy/locating-z06.png)
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()