工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
「治具ってすごい!アカデミー」第5回では治具構想のポイントとなる位置決めと加工について解説します。安定した製品精度を確保するために、加工に考慮した位置決め方法を確認しましょう。
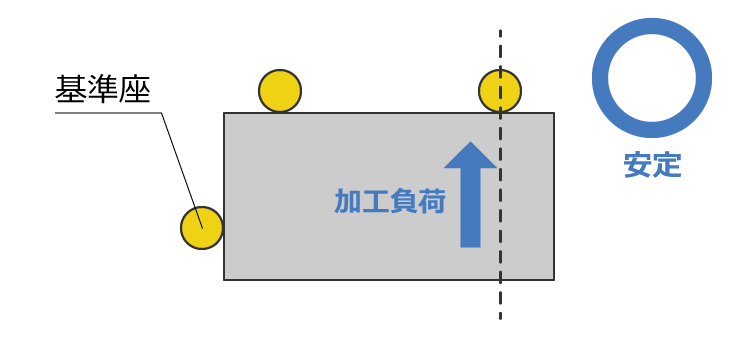
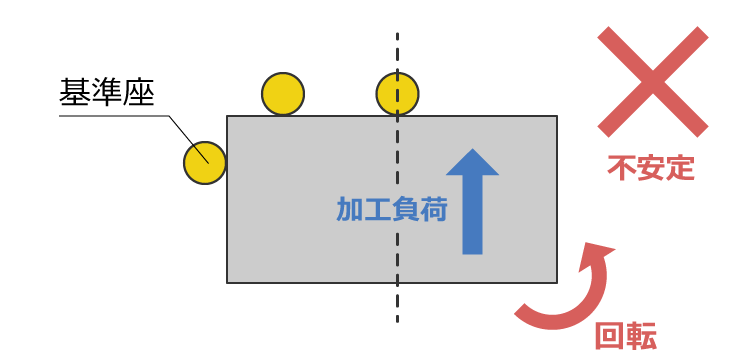
ワークを加工する際、そのワークには加工負荷が加わります。一般的に、加工負荷の加わる方向に対して、受け側となるように位置決め部品を配置すると、安定した位置決めが行えます。
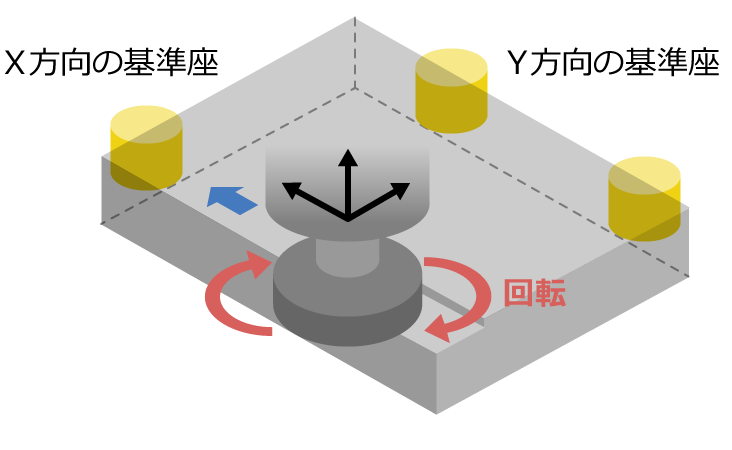
安定した位置決めをするためには、基準座同士の距離をできるだけ取って加工負荷を受けることが大切です。
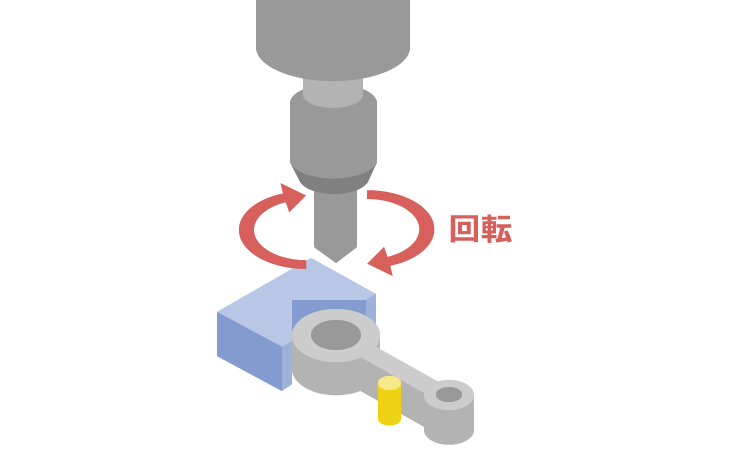
また、加工ポイントが基準座よりも外側になってしまうと、ワークに回転の力がかかって不安定な状態となるため、大きなクランプ力が必要になり、加工精度が下がってしまうおそれがあります。
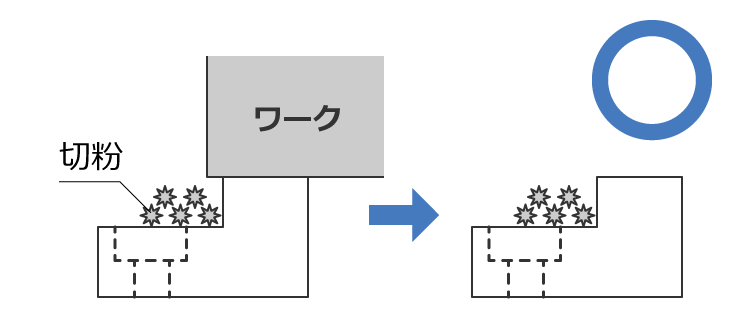
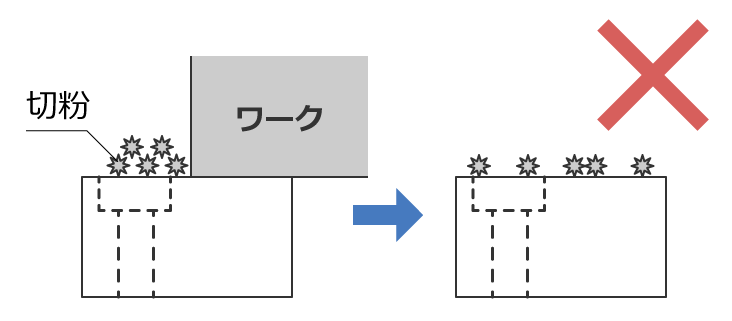
基準面はワークを外した際に切粉・切削水が基準面にのりにくい形状にすることが重要です。
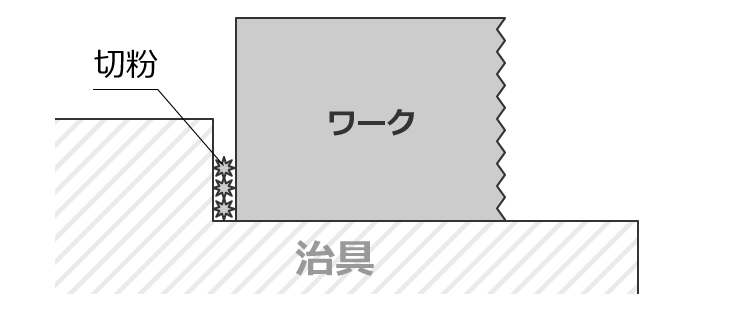
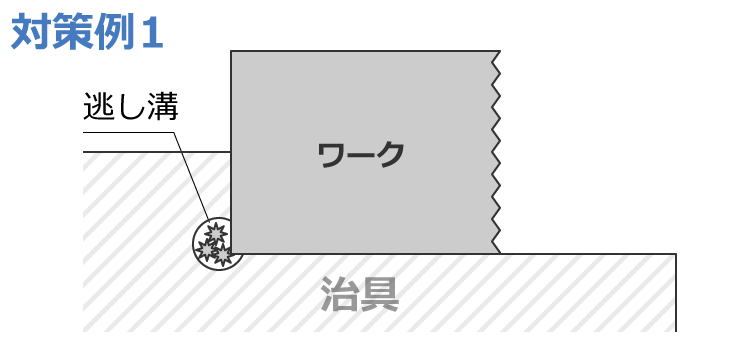
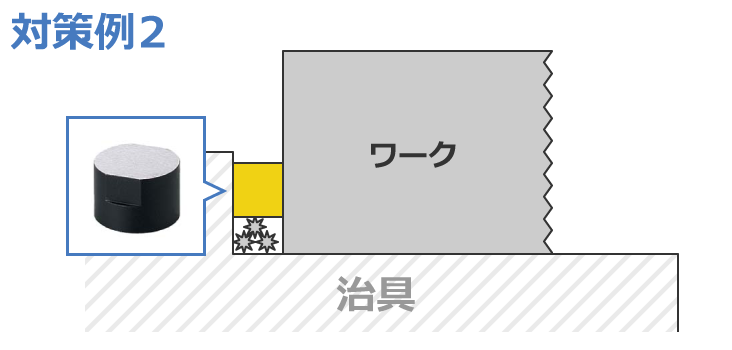
コーナーで位置決めをする時は、切粉に注意が必要です。治具とワークの隙間に切粉が入り込んでしまうと、基準面の密着不良の原因になるため、逃げスペースを作ります。逃げスペースは、治具に逃し溝を作ったり基準座などを使って作ることができます。
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()