工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
「治具ってすごい!アカデミー」第8回ではクランプのポイントとクランプ力について解説します。
適正にワークを固定し、安定した加工を行うための方法を学びましょう。
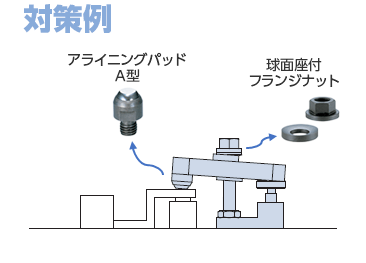
対象ワークの特長(形状・大きさ・精度・加工数量など)と、取付けベース・工作機械の能力や切削力および、その他の治具エレメントなどを考慮してクランプ部品は選定する必要があります。
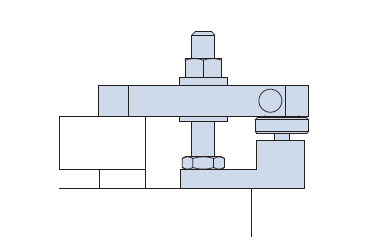
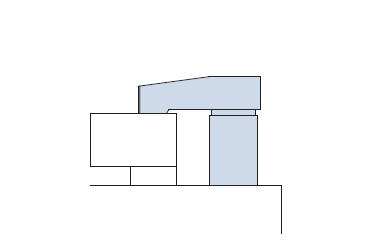
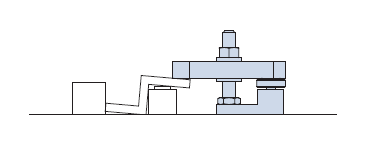
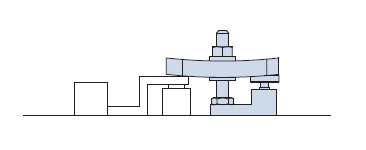
クランプバーでワークを押さえる場合、適正な加工を行なうためにワークの変形や浮上がり、クランプ力不足など加工不良が発生しないように様々な要因を考慮する必要があります。
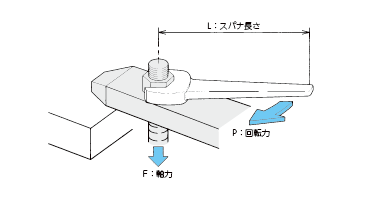
希望のクランプ力を得るためには、ネジに加えるトルクと軸力の関係を知る必要があります。
●トルクとは?
ネジの軸中心に対しスパナ長さとスパナを回す力の積で表され、トルクの大きさによりネジの軸力(クランプバーを押す力)が決定されます。
T系列でのトルクと軸力の関係(トルク係数を0.2としています)
| 呼び径 | T系列 [N.m] |
軸力[kN] | 0.5系列[N.m] | 軸力[kN] | 1.8系列[N.m] | 軸力[kN] | 2.4系列[N.m] | 軸力[kN] |
|---|---|---|---|---|---|---|---|---|
| M8 | 12.5 | 0.8 | 6.2 | 0.4 | 22 | 1.4 | 29.5 | 1.8 |
| M10 | 24.5 | 12.3 | 12.2 | 6.1 | 44 | 22 | 59 | 29.5 |
| M12 | 42 | 17.5 | 21 | 8.8 | 76 | 31.7 | 100 | 41.7 |
| (M14) | 68 | 24.3 | 34 | 12.1 | 120 | 42.9 | 166 | 59.3 |
| M16 | 106 | 33.1 | 53 | 16.6 | 190 | 59.4 | 255 | 79.7 |
| (M18) | 146 | 40.6 | 73 | 20.3 | 270 | 75 | 350 | 97.2 |
| M20 | 204 | 51 | 102 | 25.5 | 370 | 92.5 | 490 | 122.5 |
| (M22) | 282 | 64.1 | 140 | 31.8 | 500 | 113.6 | 670 | 152.3 |
| M24 | 360 | 75 | 180 | 37.5 | 650 | 135.4 | 860 | 179.2 |
| 用途 | 一般 | 電子製品 | 車両・エンジン | 建設 | ||||
同サイズのネジでも、摩擦、表面処理、硬度等の微妙な違いで軸力にはバラツキが発生します。
上記表はおおよその目安であるため状況に応じてご確認下さい。
●クランプバーでのクランプ力計算
ネジにトルクを加えることにより、発生する軸力でクランプバー両端に加わる力が下式で算出できます。
F= fa + fb ── ①
fa・a = fb・b ── ②
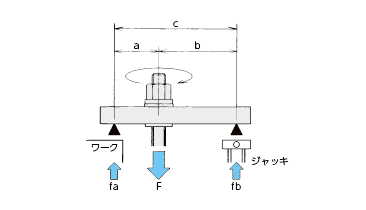
F (kN) :ネジの軸力 fa = F・b / (a + b)
a (cm):締付部~クランプ端の距離
b (cm):締付部~ジャッキ端の距離
fa(kN):クランプ端に加わる力
fb(kN):ジャッキ端に加わる力
例) F= 30kN
a= 5㎝
b= 10㎝の場合
②式より
fb = fa・a / b
①式に代入してクランプ端に加わる力は
fa = F・b / a + b
= 30 × 10 / 15
= 20(kN)
又、ジャッキ端に加わる力は
fb = F-fa
= 10(kN)
となります。
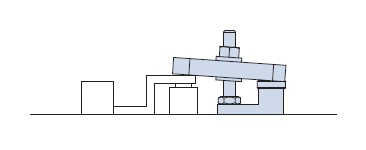
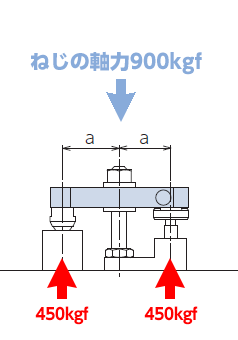
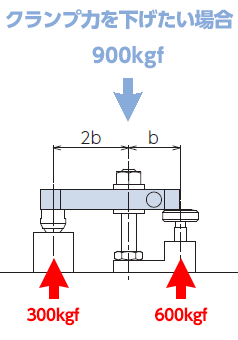
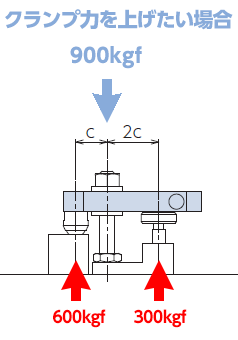
支持ポイントにより、クランプ力が大きく変わるため必要なクランプ力を得るためには注意が必要です。
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()