工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
「治具ってすごい!アカデミー」第7回ではクランプとアタッチメントについて解説します。
クランプとは切削などの加工時にワークを固定することです。適正にワークを固定するための方法を学びましょう。
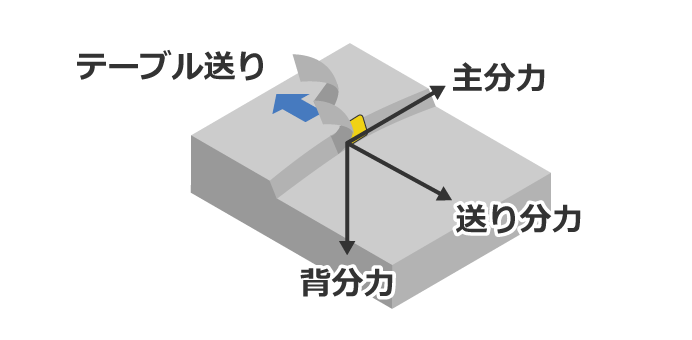
「固定」とは加工負荷(切削抵抗)に対しワークの位置ズレが発生しない適正な力でワークを把持することです。
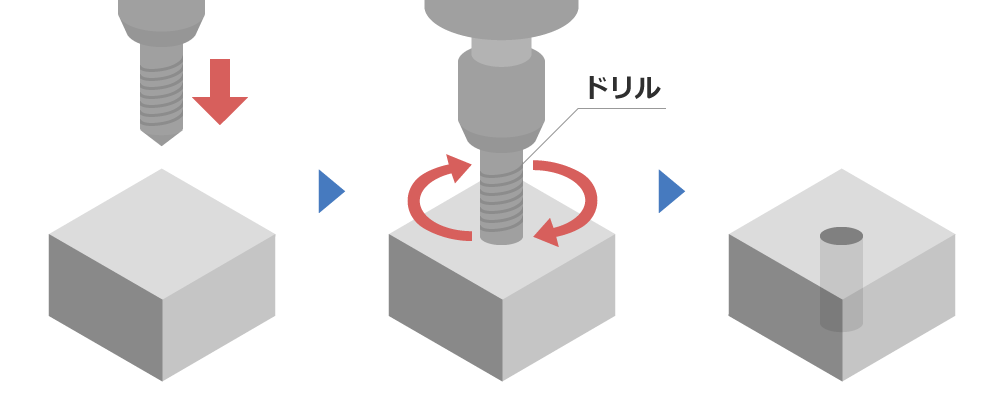
固定する力が弱すぎるとドリルやフライスによる加工時に、ワークが動いて加工不良の原因になってしまいます。

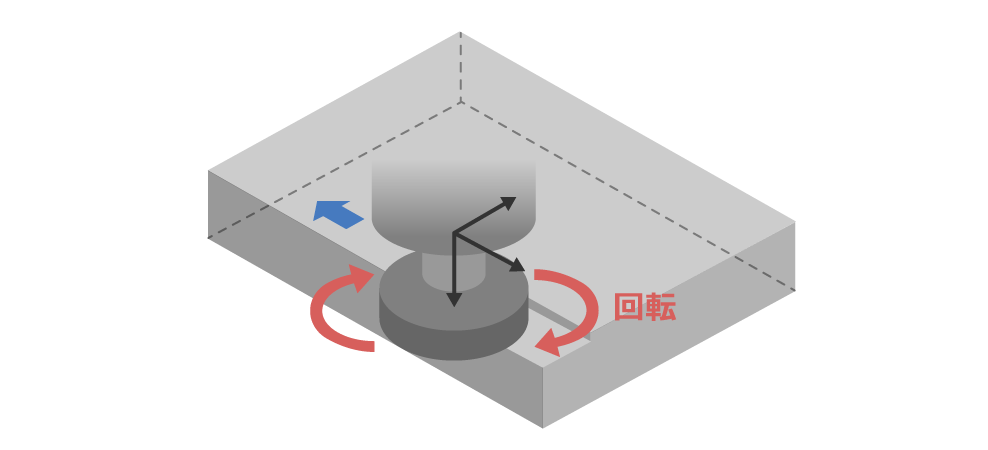

主分力:送り分力と垂直に働く力。
送り分力:送り方向に働く水平方向の力。
背分力:軸方向に働く力。
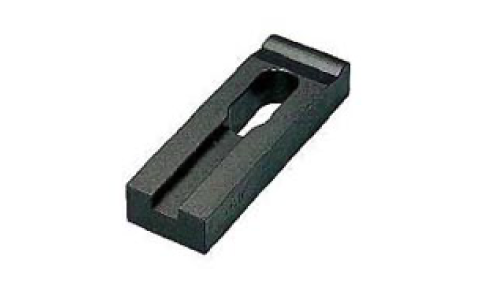
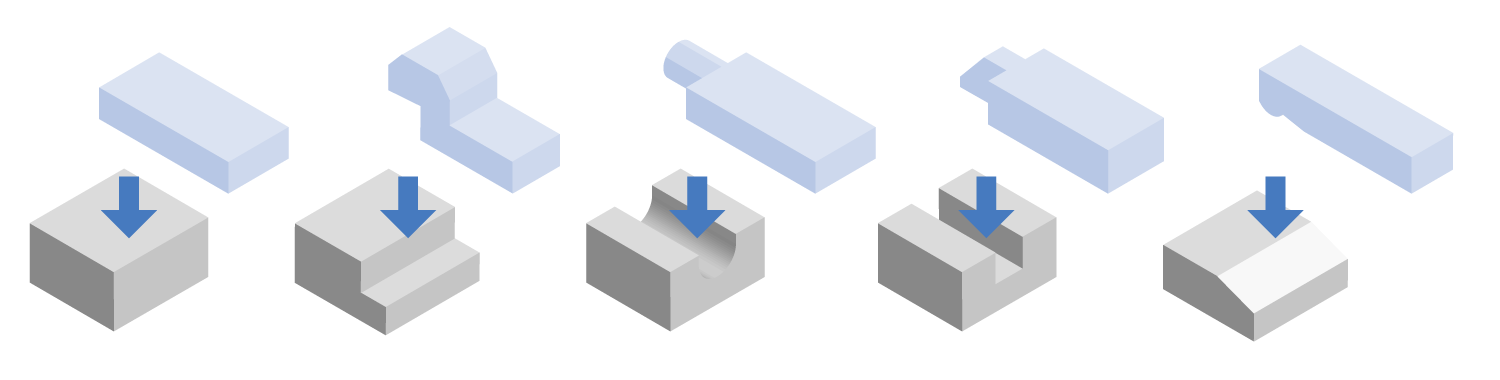
ワークを押さえるクランプバーの形状は多種多様です。
ワーク形状に合ったクランプバーを選定することにより、クランプの範囲が広がります。
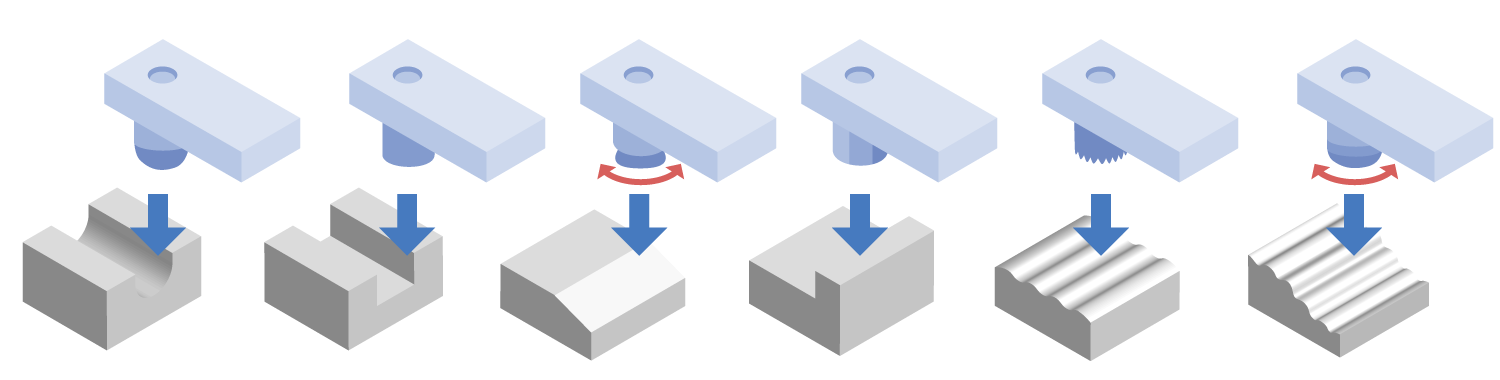
アタッチメントはワーク形状の他に面粗さによって選定されます。仕上面であれば、軟質材、または研削されたアタッチメントが利用できます。
黒皮面などは、すべりにくい形状のアタッチメントの選定が必要です。
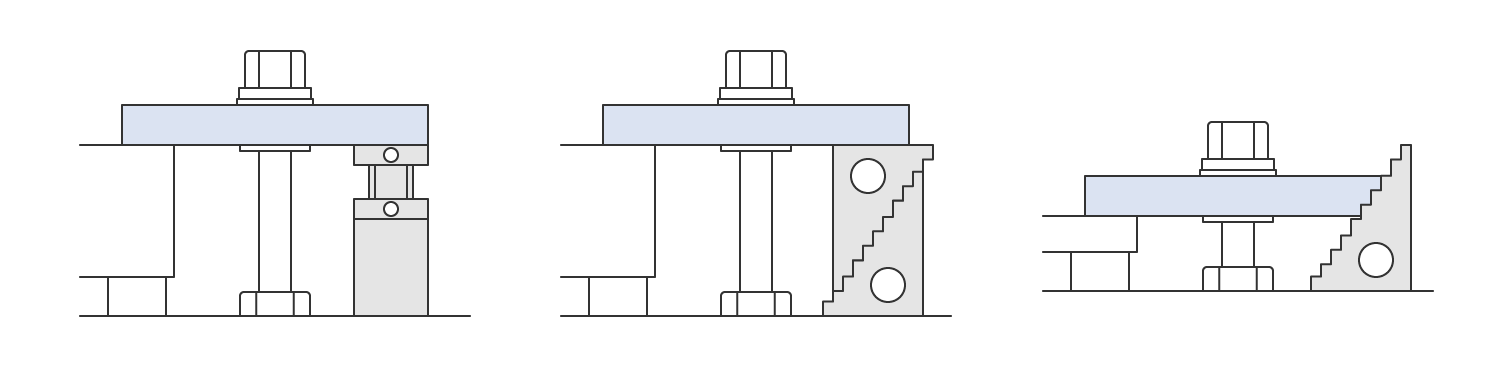
クランプバーは、一般的にジャッキ及びステップブロックなどの高さ調整ができ、荷重に適合するサポートを使用します。
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()