全493件中 121~150件を表示
コレットクランプ
鋼製ブロック
Q-ロック内蔵4面イケール
ソケットスクリュー
スタッド(平先)
スタッド(とがり先)
サイドクランプジャッキ
アイボルト
アジャストミントストップ
クランプアヒル型
モールドバイス
Tスロットカバー
ボールポイントジャッキ
レベル調整用球面ナット
ドロークランプ
ダブルグーズネッククランプ
ボールポイント六角棒レンチ
クランプボルト(強力型)
アライニンググリップボルト
アライニンググリップスクリュー
アライニンググリップパッド
クランピングボタン
ロケートピン
フリーブラケット
フリーSSプレート
フリーALプレート
ガススプリング
ローウェッジクランプ
偏芯ラフガイド
ポリアンゴラー(角穴加工ツール)
【製品名】
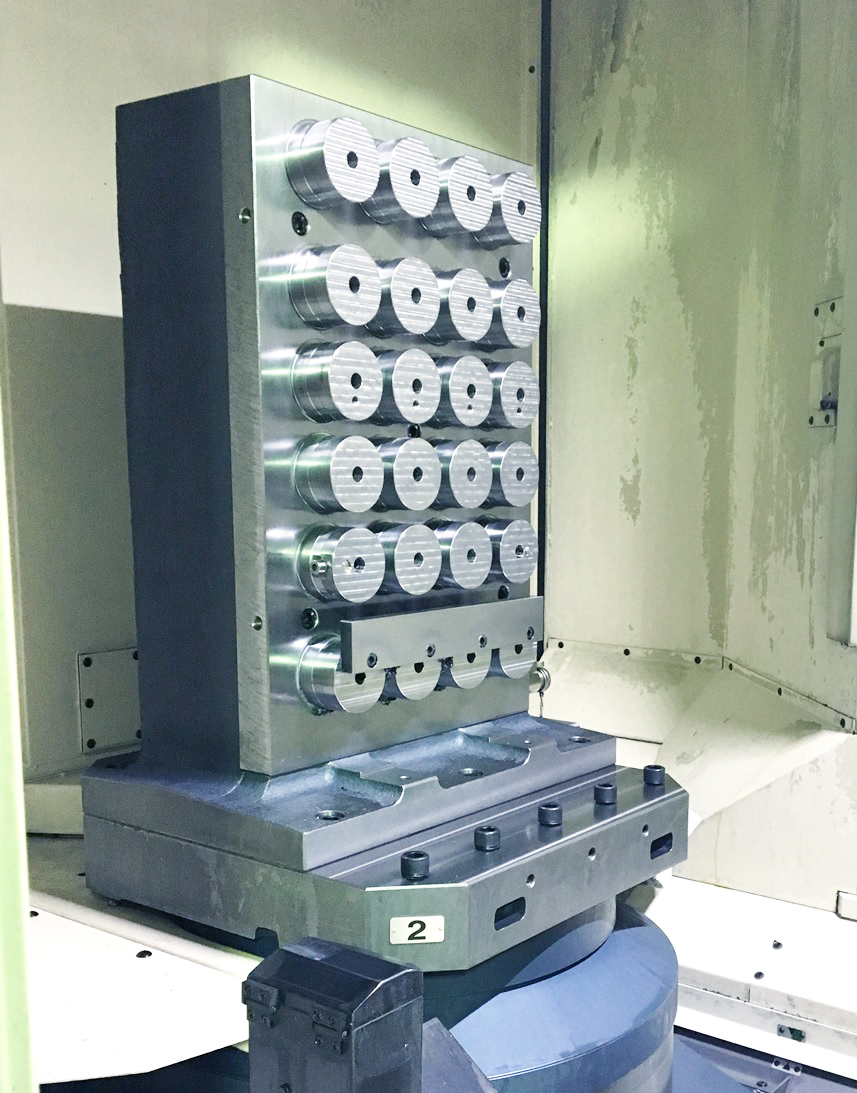
マグネットチャック付MCアングルプレート GTM500-406HD リフト機能付きマグハイトブロック MHB L-R70C-45
【導入前の課題や問題】
以前、ワークセッティングの時間短縮にマグネットチャックの導入を検討していたが、ワーク材質がSK材であることによる吸着力の不安、残留磁気によるワーク取り外し手間がかかるのではないかと導入を見送り、手締めクランプを利用してきた。
【対策と導入後の効果】
□500横型MCの新規導入にあたり、イケールとクランプをメーカーに相談。メーカー担当者よりSK材でもマグネットチャックを使用した加工例があること、磁気が残ったままのワークの取り外しに、切り離しができるブロックがあることを提案を受け、ワークの着脱時間改善のため導入を決めた。想定通り、加工はもちろんだが、ワーク着脱時間が10分以上から3分に短縮され、ワークの切り離しに関しても、リフト機能付きマグハイトブロックを使用すれば問題ないことが確認できた。
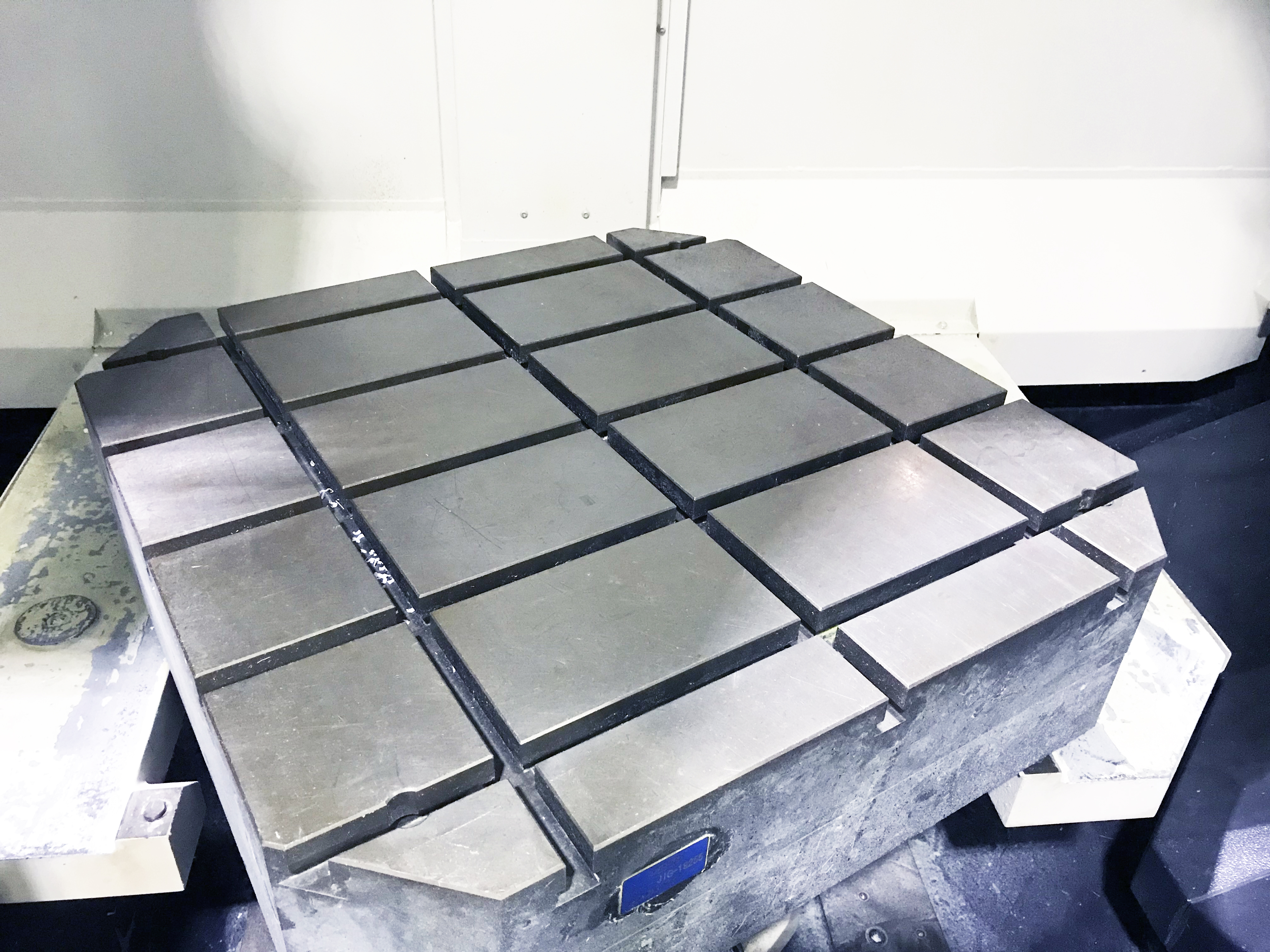
MCパレットサブテーブル MC800P-110T
ワークサイズが600×600×600Hがあるが、主軸のY軸方向が機械テーブル側まで届かず、ワークの嵩上げが必要だった。
導入したMC800P-110Tは、高さが110㎜ありワークが加工エリアに入る寸法だったこと、またT溝加工がしてあるので、治具構築が柔軟に行るため採用した。
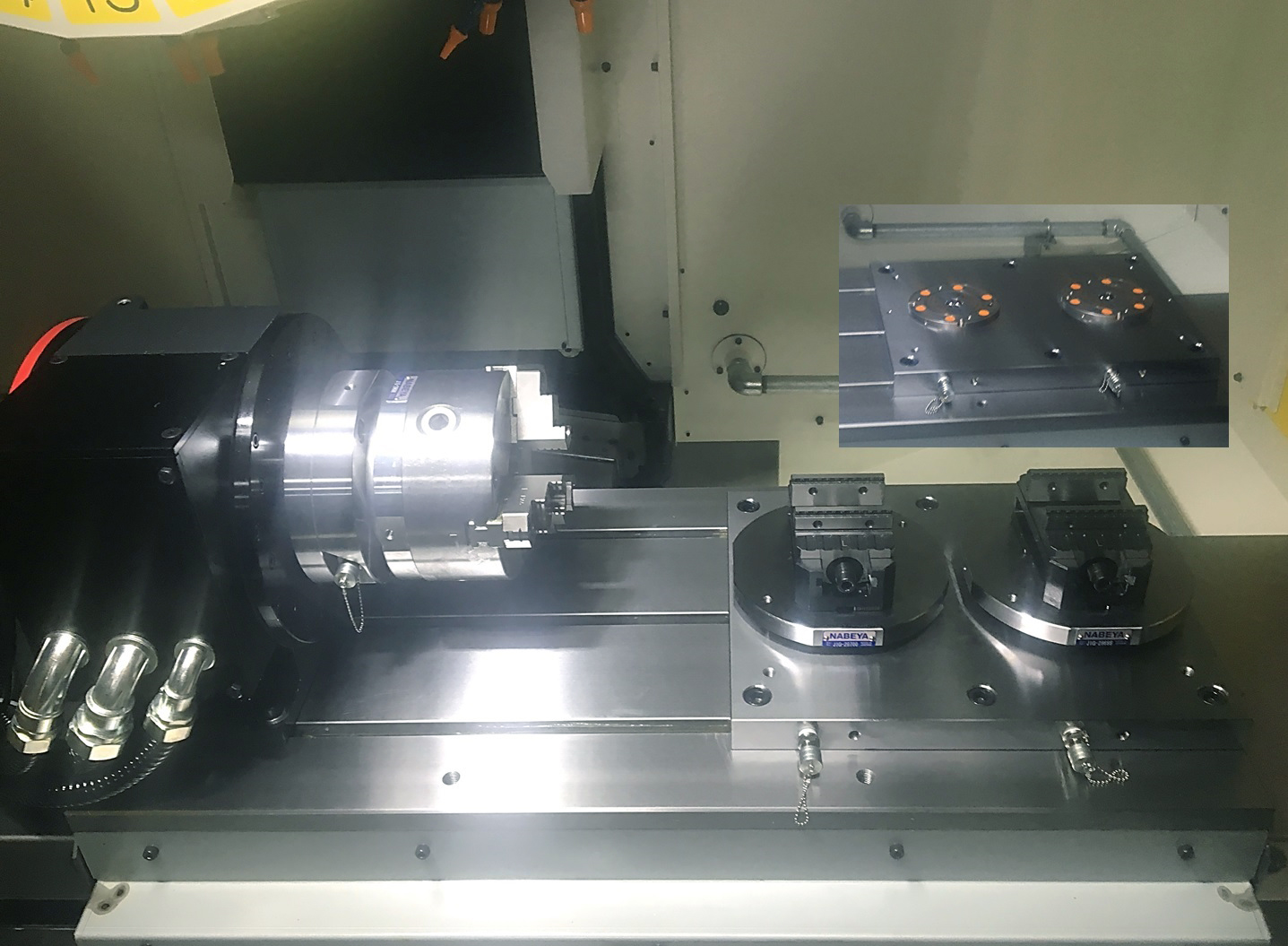
5軸マシンバイス 5AU-75-130 Q-ロックエレメント QLA-KS10.3 エアーブローガンバルブ QLA06G
機械テーブルのロータリーテーブル用治具はワーク形状によってマシンバイスとチャックを使い分ける必要があり、交換時間が10分以上かかっていた。
メーカー担当者に提案を受けたQ-ロックエレメント(空圧)とエアーブローガンバルブを組合わせたロータリーテーブル用のベースプレートを採用、装着した。あわせて機械テーブルへの平置き用にも同じシステムを組んだベースプレートを採用し、ロータリーテーブルと平置きの間を同じ治具を行き来できるようにした。ワークに応じて、同じ機内で平置き側でワークを加工後、これをクランプしたままロータリーテーブルへ装着できるので、治具+ワーク交換時間は1分程度で行えるようになった。
こちらをご利用ください。 複雑な計算が不要で使用条件に合わせたガススプリングの絞り込みができます。
こちらをご利用ください。 取付方法や対象振動周波数などの条件に合わせた製品の絞り込みができます。
カタログの品番、製品名、目的の製品に関連するキーワードを入力してください
製品BOX:-点
検索した製品を閲覧しながら、一時的にその製品情報を記録(ストック)するサービスです。
このページの先頭へ
ログイン状態を保持する
パスワードを忘れた方