工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-1109
![]()


| オーダーNo. | No. | プランジャ ストローク |
有効 ストローク |
六角 対辺 |
呼びXピッチ | 質量kg | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 160806 | WSSA0263LS | 5 | 4.7 | 24 | M26X1.5 | 0.1 | 67,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160807 | WSSA0263HS | 5 | 4.7 | 24 | M26X1.5 | 0.1 | 67,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160808 | WSSA0263L | 6.5 | 6 | 24 | M26X1.5 | 0.2 | 67,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160809 | WSSA0263H | 6.5 | 6 | 24 | M26X1.5 | 0.2 | 67,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160810 | WSSA0303L | 8 | 7.5 | 27 | M30X1.5 | 0.25 | 69,000 | 確認 | 追加 | DATA | × | 問合せ |
| 160811 | WSSA0303H | 8 | 7.5 | 27 | M30X1.5 | 0.25 | 69,000 | 確認 | 追加 | DATA | × | 問合せ |
| 160812 | WSSA0363L | 8 | 7.5 | 32 | M36X1.5 | 0.35 | 76,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160813 | WSSA0363H | 8 | 7.5 | 32 | M36X1.5 | 0.35 | 76,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160814 | WSSA0453L | 10 | 9.5 | 41 | M45X1.5 | 0.75 | 85,500 | 確認 | 追加 | DATA | × | 問合せ |
| 160815 | WSSA0453H | 10 | 9.5 | 41 | M45X1.5 | 0.75 | 85,500 | 確認 | 追加 | DATA | × | 問合せ |
 |
 |
| 薄肉部加工のビビり止めに | 高さにバラツキがあるワークに |
 |
||
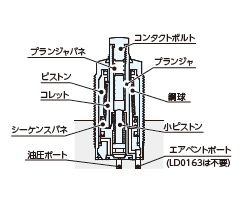
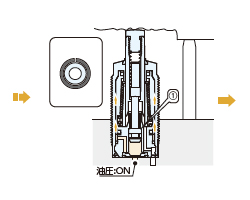
| リリース時(断面構造) | ||
| プランジャは加工端 |
||
 |
 |
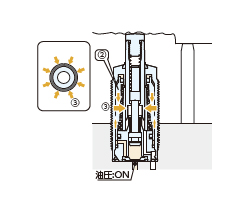 |
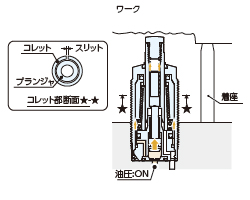
| プランジャ上昇 | プランジャがワークにソフトタッチ | ロック状態 |
| 油圧供給を開始すると、小ピストンが先行して上昇。この動作に合わせてプランジャがプランジャバネを介して上昇。 | ワークの鋳肌面等(任意位置)にプランジャがソフトタッチした後、小ピストンの油圧権力は①の動作端でストップ。 | ②シーケンスバネ力以上に昇圧するとコレット外周のピストンが押し下げ開始。 ③ピストン内周テーパ面の鋼球を介してクサビ形状のコレットがプランジャを強固に把持しロック完了。 |
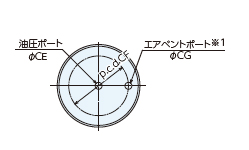
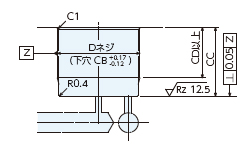
| No. | D(呼びXピッチ) | CB | CC | CD | CE | CF | CG |
| WSSA0263(L,H)S | M26X1.5 | 24.5 | 16~32 | CC-8 | max.8 | p.c.d.19 | max.2.5 |
| WSSA0263(L,H) | M26X1.5 | 24.5 | 16~47 | CC-8 | max.8 | p.c.d.19 | max.2.5 |
| WSSA0303(L,H) | M30X1.5 | 28.5 | 17~50 | CC-9 | max.10 | p.c.d.22 | max.3 |
| WSSA0363(L,H) | M36X1.5 | 34.5 | 18~48 | CC-9 | max.10 | p.c.d.26 | max.5 |
| WSSA0453(L,H) | M45X1.5 | 43.5 | 21~58 | CC-9 | max.12 | p.c.d.30 | max.6 |
※ ベントポートは、クーラント等が侵入しない位置で大気開放となるように施工願います。
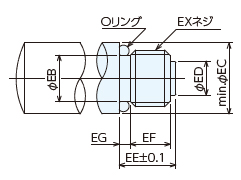 |
※付属コンタクトボルト以外のコンタクトボルト(アタッチメント)をお客様にて設計製作される場合の参考としてください。 材質:S45C |
| No. | EB | EC | ED | EE | EF | EG | EX(並目) | Oリング | コンタクトボルト 推奨取付トルク |
| WSSA0263(L,H)S | 4.5 | 8.5 | 3.5 | 8 | 6 | 1.5 | M6X1.0 | S5(NOK製) | 5N-m |
| WSSA0263(L,H) | 4.5 | 8.5 | 3.5 | 8 | 6 | 1.5 | M6X1.0 | S5(NOK製) | 5N-m |
| WSSA0303(L,H) | 6 | 10 | 5 | 10 | 7 | 2 | M8X1.25 | S6(NOK製) | 10N-m |
| WSSA0363(L,H) | 8.2 | 12.5 | 6 | 10 | 7 | 2 | M10X1.5 | S8(NOK製) | 16N-m |
| WSSA0453(L,H) | 8.2 | 12.5 | 6 | 10 | 7 | 2 | M10X1.5 | S8(NOK製) | 16N-m |
| 油圧供給を開始すると、小ピストンが先行して上昇。この動作に合わせてプランジャがプランジャバネを介して上昇。 |
| ■供給油圧/サポート力線図 | ■サポート力計算式[kN] | ||||||||||||
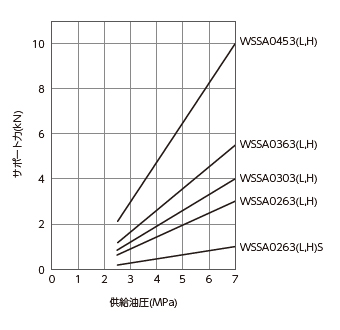 |
P:供給油圧(MPa)を示します |
■荷重/変位線図(供給油圧:7MPa、ワークサポート単体の場合)
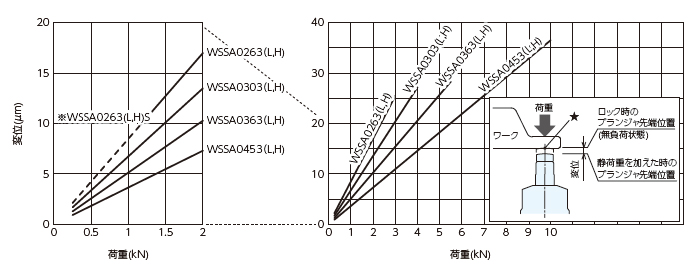
※WSSA0262-(L,H)-Sタイプは荷重1kNまでの線図(破線部)となります。
★印部の凹凸や周辺クランプによるワーク側の変位は含まれません。
■設計上の注意事項
1.仕様の確認
・各製品の仕様を確認の上、ご使用ください。
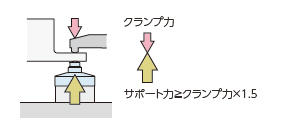
・ワークサポートとクランプを対向で使用する場合、サポート力はクランプの1.5倍以上でご使用ください。
2.回路設計時の考慮
・油圧回路の設計に当たっては、「油圧シリンダの速度制御回路と注意事項をよく読み、適切な回路を設計してください。
回路設計を誤ると機器の誤動作、破損などが発生する場合があります。
3.必要の応じた、ワークの仮止め設置
・軽量ワークに、複数のサポート時は、プランジャバネ力がワーク重量を上回り、ワークを押上げる場合があります。
4.プランジャにはアタッチメントが必要
・必ず、アタッチメントを取付けた状態で使用してください。
プランジャバネを固定するものがなくなり、プランジャが上昇しません。
・アタッチメントには必ずOリングをセットしてください。切削液等が侵入し、動作不良の原因となります。
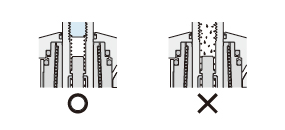
5.溶接ジグ等に使用時は、プランジャ表面を保護
・スパッタ等が摺動面に付着すると、摺動面不良が発生し、正常なサポート機能は得れられません。
6.プランジャ動作時間を、供給油量で調整
・目安は、フルストロークで0.5~1秒程度です。
・単動シリンダと同様に、リリース時の速度低下を考慮して、チェック弁付流量調整弁(メータイン)をご使用ください。
・動作速度が早い場合、ワークに衝突後の跳ね返りが大きく、ワークと隙間が生じた状態でロックする場合があります。
 E-1108/スピードコントロールバルブ
E-1108/スピードコントロールバルブ E-1110/油圧単動リンククランプ
E-1110/油圧単動リンククランプ E-1111/油圧複動リンククランプ
E-1111/油圧複動リンククランプ E-1112/油圧単動スイングクランプ(2.5~7MPa仕様)
E-1112/油圧単動スイングクランプ(2.5~7MPa仕様) E-1113/油圧複動スイングクランプ(1.5~7MPa仕様)
E-1113/油圧複動スイングクランプ(1.5~7MPa仕様) E-1114/油圧単動コンパクトシリンダ
E-1114/油圧単動コンパクトシリンダ
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()