工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9659C
![]()




| タイプ | オーダーNo. | No. | 外径 | 総高 | ピン径 | クランプ力 kN |
操作トルク N.m |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケート ピン |
114597 | QLTS26RPV | 70 | 60.2 | 26 | 8 | 23 | 770 | 37,300 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケート ピン |
114598 | QLTS40RPV | 108 | 83.5 | 40 | 20 | 80 | 2700 | 56,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
114595 | QLTS26CPV | 70 | 60.2 | 25 | 8 | 23 | 770 | 32,600 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
114596 | QLTS40CPV | 108 | 83.5 | 37 | 20 | 80 | 2700 | 54,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| タイプ | オーダーNo. | No. | 外径 | 総高 | ピン径 | クランプ力 kN |
操作トルク N.m |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケート ピン |
966261 | QLT19RP | 45 | 31.3 | 19 | 7 | 9 | 110 | 15,400 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケート ピン |
966262 | QLT26RP | 58 | 39.2 | 26 | 10 | 11 | 260 | 17,100 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケート ピン |
966263 | QLT32RP | 72 | 49 | 32 | 16 | 35 | 500 | 18,900 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケート ピン |
967647 | QLT40RP | 88 | 59 | 40 | 25 | 47 | 950 | 26,700 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤ ピン |
966258 | QLT19DP | 45 | 31.3 | 19 | 7 | 9 | 110 | 17,800 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤ ピン |
966259 | QLT26DP | 58 | 39.2 | 26 | 10 | 11 | 260 | 19,800 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤ ピン |
966260 | QLT32DP | 72 | 49 | 32 | 16 | 35 | 500 | 21,800 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤ ピン |
967648 | QLT40DP | 88 | 59 | 40 | 25 | 47 | 950 | 31,900 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
966255 | QLT19CP | 45 | 31.3 | 17.8 | 7 | 9 | 110 | 14,100 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
966256 | QLT26CP | 58 | 39.2 | 24 | 10 | 11 | 260 | 15,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
966257 | QLT32CP | 72 | 49 | 30 | 16 | 35 | 500 | 17,300 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプ ピン |
967649 | QLT40CP | 88 | 59 | 37 | 25 | 47 | 950 | 25,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| タイプ | オーダーNo. | No. | 外径 | 総高 | ピン径 | 質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケート ピン |
991492 | QLTF19RP | 45 | 31.3 | 19 | 110 | 12,100 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ロケート ピン |
991493 | QLTF26RP | 58 | 39.2 | 26 | 260 | 13,400 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ロケート ピン |
991494 | QLTF32RP | 72 | 49 | 32 | 500 | 14,900 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ロケート ピン |
991495 | QLTF40RP | 88 | 59 | 40 | 950 | 21,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ダイヤ ピン |
991496 | QLTF19DP | 45 | 31.3 | 19 | 110 | 14,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ダイヤ ピン |
991497 | QLTF26DP | 58 | 39.2 | 26 | 260 | 15,500 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ダイヤ ピン |
991498 | QLTF32DP | 72 | 49 | 32 | 500 | 17,100 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ダイヤ ピン |
991499 | QLTF40DP | 88 | 59 | 40 | 950 | 25,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| クランプ ピン |
991500 | QLTF19CP | 45 | 31.3 | 17.8 | 110 | 11,100 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| クランプ ピン |
991501 | QLTF26CP | 58 | 39.2 | 24 | 260 | 12,200 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| クランプ ピン |
991502 | QLTF32CP | 72 | 49 | 30 | 500 | 13,500 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| クランプ ピン |
991503 | QLTF40CP | 88 | 59 | 37 | 950 | 20,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| タイプ | オーダーNo. | No. | 外径 | ピン径 | 総高 | 質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケートピン | 109775 | QLTC26RP | 58 | 26 | 56.7 | 400 | 39,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| ダイヤピン | 109776 | QLTC26DP | 58 | 26 | 56.7 | 400 | 40,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| クランプピン | 109777 | QLTC26CP | 58 | 24 | 56.7 | 400 | 37,000 | 確認 | 追加 | DATA | 廃番 | 問合せ |
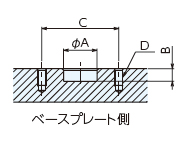
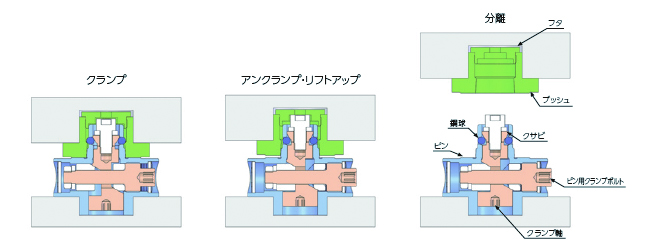
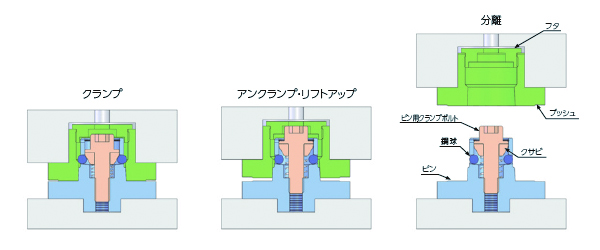
交換治具上面より操作が困難な場合
|
|
|
|
|
|
 E-9659/Q-ロック内蔵4面イケール
E-9659/Q-ロック内蔵4面イケール E-9659/Q-ロック内蔵2面イケール
E-9659/Q-ロック内蔵2面イケール E-9659C/Q-ロックエレメント/ブッシュ(嵩上げサイドネジ式)
E-9659C/Q-ロックエレメント/ブッシュ(嵩上げサイドネジ式) E-9659C/Q-ロックエレメント/ブッシュ(サイドネジ式シングルタイプ)
E-9659C/Q-ロックエレメント/ブッシュ(サイドネジ式シングルタイプ) E-9659C/Q-ロックエレメント/ピン(サイドネジ式シングルタイプ)
E-9659C/Q-ロックエレメント/ピン(サイドネジ式シングルタイプ) E-9659C/Q-ロックエレメント/ブッシュ(ネジ式)
E-9659C/Q-ロックエレメント/ブッシュ(ネジ式) E-9659HC/Q-ロックエレメント用ハイトシリンダー
E-9659HC/Q-ロックエレメント用ハイトシリンダー E-9659P/Q-ロック内蔵イケール用取付プレート
E-9659P/Q-ロック内蔵イケール用取付プレート E-9659P/Q-ロック内蔵イケール用取付プレート
E-9659P/Q-ロック内蔵イケール用取付プレート E-9659R/Q-ロックエレメント用ラフガイド
E-9659R/Q-ロックエレメント用ラフガイド E-9659R/Q-ロックエレメント用ラフガイドLプレート
E-9659R/Q-ロックエレメント用ラフガイドLプレート E-9659B/Q-ロックエレメント用ラフガイドピン
E-9659B/Q-ロックエレメント用ラフガイドピン E-9659T/Q-ロックエレメントサイド操作タイプ延長工具
E-9659T/Q-ロックエレメントサイド操作タイプ延長工具 E-9659X/Q-ロック内蔵プレート本体(ネジ式)
E-9659X/Q-ロック内蔵プレート本体(ネジ式) E-9659X/Q-ロック内蔵パレットテーブル
E-9659X/Q-ロック内蔵パレットテーブル E-9659X/Q-ロック内蔵プレート(フラット)
E-9659X/Q-ロック内蔵プレート(フラット) E-9659X/Q-ロック内蔵2面イケール(サイド)
E-9659X/Q-ロック内蔵2面イケール(サイド) E-9659X/2面イケール用交換プレート(フラット)
E-9659X/2面イケール用交換プレート(フラット) E-9659X/2面イケール用交換プレート(マグネットチャック付き)
E-9659X/2面イケール用交換プレート(マグネットチャック付き) E-9659X/Q-ロック内蔵プレート(フラット)
E-9659X/Q-ロック内蔵プレート(フラット) E-9659X/2面イケール用交換プレート(チャック付き)
E-9659X/2面イケール用交換プレート(チャック付き) E-9659X/Q-ロック内蔵バイス用4面イケール
E-9659X/Q-ロック内蔵バイス用4面イケール E-9659X/Q-ロック直付け用マシンバイス
E-9659X/Q-ロック直付け用マシンバイス E-9659X/Q-ロック内蔵丸型プレート本体
E-9659X/Q-ロック内蔵丸型プレート本体 E-9659X/Q-ロック内蔵丸型交換用プレート(フラット)
E-9659X/Q-ロック内蔵丸型交換用プレート(フラット) E-9659X/Q-ロック内蔵丸型交換用プレート(5軸バイス付き)
E-9659X/Q-ロック内蔵丸型交換用プレート(5軸バイス付き) E-9659X/Q-ロック内蔵丸型交換用プレート(チャック付き)
E-9659X/Q-ロック内蔵丸型交換用プレート(チャック付き) E-9659X/Q-ロック内蔵プレート(T溝)
E-9659X/Q-ロック内蔵プレート(T溝) E-9659X/Q-ロック内蔵プレート(マシンバイス付き)
E-9659X/Q-ロック内蔵プレート(マシンバイス付き) E-9659X/Q-ロック内蔵プレート本体(ネジ式分割)
E-9659X/Q-ロック内蔵プレート本体(ネジ式分割) E-9659X/Q-ロック内蔵プレート(フラット分割)
E-9659X/Q-ロック内蔵プレート(フラット分割) E-9660/ソケットスクリュー
E-9660/ソケットスクリュー
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()