工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9752
![]()

| オーダーNo. | No. | ねじの呼び (並目) |
最大操作トルク N・m |
最大締付力 kN |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 984171 | DRC1608N | M8X1.25 | 21.6 | 13.5 | 20 | 6,550 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 984172 | DRC2412N | M12X1.75 | 49 | 19.6 | 70 | 7,300 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 984173 | DRC3016N | M16X2 | 117.6 | 37.2 | 145 | 8,150 | 確認 | 追加 | DATA | 在庫 | 在庫△ |
| オーダー № |
№ | ねじ呼び (並目) |
最大操作トルク N・m |
最大締付力 kN |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 984174 | DRC3408F | M8X1.25 | 21.6 | 13.5 | 35 | 6,750 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 984175 | DRC4412F | M12X1.75 | 49 | 19.6 | 110 | 7,650 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 984176 | DRC5616F | M16X2 | 117.6 | 37.2 | 220 | 8,750 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |

ねじタイプの取り付けは、緩み止めが必要です。
クランプ本体、取付プレートのねじ部にネジロックを塗布してください。
締付には六角レンチなど、外形寸法のH寸にあった棒などを使用してねじ込んで下さい。
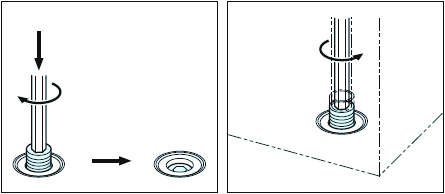
引き込みボルトは内蔵されたばねによって飛び出しています。
安全の為、ワークをセットする前に、引き込みボルトを本体にねじ込んで固定してください。
引き込みボルトの先端の六角穴にレンチを挿し、底に当たるまで押して、底部のねじ穴にセットしてください。
ワークセット後、六角レンチを使用して、左(反時計回り)に回して、引き込みボルトをワークのねじと嵌合させ、締付けます。
1個のワークに対し、複数のドロークランプを使用する場合は、引き込みボルトを均等に締付けてください。
アンクランプする前に、切屑の除去を行ってください。クランプ内部への切屑の侵入を防止できます。
ねじタイプ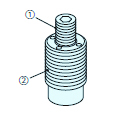 |
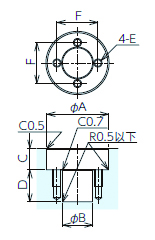
フランジタイプ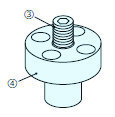 |
|
 |
|
||||||||||||||||||||||||||||
 |
|
最大操作トルクを超える力を加えないで下さい。製品の故障、破損する恐れがあります。
引き込みボルトはワークセット時のみ、本体にねじ込んでください。
切屑やゴミが内部に進入すると故障の原因となります。
 E-9307N/ユニバーサルクランプ
E-9307N/ユニバーサルクランプ E-9317/スイングクランプB型
E-9317/スイングクランプB型 E-9317S/スイングクランプS型
E-9317S/スイングクランプS型 E-9317SS/スイングクランプセットS型
E-9317SS/スイングクランプセットS型 E-9337/ダブルスイングクランプセットS型
E-9337/ダブルスイングクランプセットS型 E-9337/ダブルスイングクランプB型
E-9337/ダブルスイングクランプB型 E-9337S/ダブルスイングクランプS型
E-9337S/ダブルスイングクランプS型 E-9344/【廃番】シーソークランプ
E-9344/【廃番】シーソークランプ E-9427/ヘリカルクランプ
E-9427/ヘリカルクランプ E-9446/アジャストクランプ(プレーン型)
E-9446/アジャストクランプ(プレーン型) E-9447/アジャストクランプ(グーズネック型)
E-9447/アジャストクランプ(グーズネック型) E-9700A/【廃番】クランピングユニット7110A
E-9700A/【廃番】クランピングユニット7110A E-9700B/【廃番】クランピングユニット7110B
E-9700B/【廃番】クランピングユニット7110B E-9700M/クランプユニット7110M
E-9700M/クランプユニット7110M E-9700N/【廃番】クランプユニット7110N
E-9700N/【廃番】クランプユニット7110N E-9702/チェーンクランプセット
E-9702/チェーンクランプセット E-9752/ドロークランプ(位置決めタイプ)
E-9752/ドロークランプ(位置決めタイプ) E-9774/【廃番】小型クランプユニット
E-9774/【廃番】小型クランプユニット E-9916/ナットランナークランプS型
E-9916/ナットランナークランプS型
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()