





































































































バイス

製品一覧
マシニング加工・自動化対応
| 画像 |
|
|
|
|
|---|---|---|---|---|
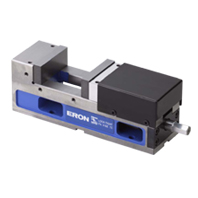
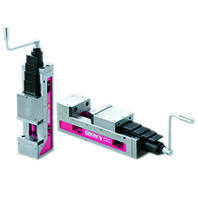
| 名称 | エアーマシンバイス/手前固定基準タイプ | エアーマシンバイス/センタークランプ・空圧式・複動タイプ | 油圧マシンバイス/センタークランプ・油圧式・複動タイプ | ネオグリップ(ロボット搬送対応) |
| 全長 | 469.2~ | 160~ | 160~ | 130~ |
| 締付力kN | 10~ | 16~ | 16~ | 14~ |
| ストローク/開きMAX | 3/140~ | 74.5~ | 74.5~ | - |
| 位置決め | T溝14~ | φ12~ | φ12~ | - |
| 基準(センタリング/片側固定) | 片側固定 | センタリング | センタリング | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ロックタイトエアーマシンバイス | ワークプッシュ | ワークストッパー(ワーク有無検出ポート付き) | 口金(ワーク有無検出ポート付き) |
| 全長 | - | - | - | - |
| 締付力kN | - | - | - | - |
| ストローク/開きMAX | - | - | - | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ネオグリップ(空圧式/油圧式) 自動交換口金用爪 | ネオグリップ(ロボット搬送対応) | ネオグリップ(ロボット搬送対応)用ベースユニット | ネオグリップ(ロボット搬送対応)用ロボットハンド専用爪 |
| 全長 | - | 130~ | - | - |
| 締付力kN | - | 20~ | - | - |
| ストローク/開きMAX | - | - | - | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | 130~ | φ200~ | - |
| タイプ | - | - | - | - |
| 操作 | - | - | 空圧式 | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
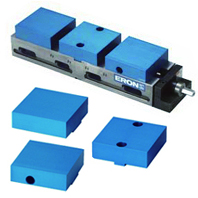
| 名称 | ネオグリップ(空圧式) | ネオグリップ(油圧式) | ネオグリップ(空圧式/油圧式) 用口金 | ネオグリップ(ロボット搬送対応 口金固定タイプ) |
| 全長 | 160~ | - | - | 170~ |
| 締付力kN | 16~ | - | - | 14~ |
| ストローク/開きMAX | 74.5~ | - | - | - |
| 位置決め | φ12~ | - | - | - |
| 基準(センタリング/片側固定) | センタリング | - | - | - |
| ベースサイズ | - | - | - | 170 |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|---|---|
| 名称 | ロックタイトパワーバイス |
| 全長 | 512.5~ |
| 締付力kN | 40~ |
| ストローク/開きMAX | 143~ |
| 位置決め | T溝18~ |
| 基準(センタリング/片側固定) | 片側固定 |
| ベースサイズ | - |
| タイプ | - |
| 操作 | - |
| 駆動方式(単動・複動) | - |

マシニング加工用
| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ロックタイトMC精密マシンバイス | ロックタイト5軸マシンバイス/センタークランプ・テーパー嵩上げタイプ | ロックタイト5軸マシンバイス/センタークランプ・フラットタイプ | ロックタイトCV精密マシンバイス |
| 全長 | 316~ | 236~ | 236~ | 394.6~ |
| 締付力kN | 30~ | 16~ | 16~ | 30~ |
| ストローク/開きMAX | 102~ | 58~ | 138~ | 145~ |
| 位置決め | T溝18~ | T溝14~ | T溝14~ | T溝18~ |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
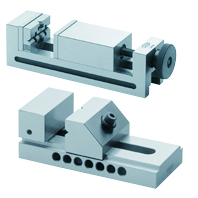
| 名称 | クサビロックツールメーカーズバイス | 5軸マシンバイス 口金 | 5軸マシンバイス用ハイトブロック | 5軸マシンバイス |
| 全長 | 185~ | - | - | 130~ |
| 締付力kN | 6~ | - | - | 20~ |
| ストローク/開きMAX | 80~ | - | - | 64~ |
| 位置決め | T溝14~ | - | - | T溝14/φ10~ |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | マイクロバイス | マイクロバイス 本体 | マイクロバイス用口金 | マイクロバイス(中心移動型) 本体 |
| 全長 | 20~ | - | - | 20~ |
| 締付力kN | 8~ | - | - | 8~ |
| ストローク/開きMAX | 13~ | - | - | 13~ |
| 位置決め | φ5~ | - | - | φ5~ |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | マイクロバイス付ツーリングブロック(20度) | マイクロバイス付ツーリングブロック(35度) | マイクロバイス付ツーリングブロック(45度) | マイクロバイス用ツーリングブロック(45度) |
| 全長 | 127.2~ | 171.7~ | 171.7~ | - |
| 締付力kN | 8~ | 8~ | 8~ | - |
| ストローク/開きMAX | 13~ | 13~ | 13~ | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | マイクロバイス用スピンドル | クサビロックツールメーカーズバイス | クサビロックツールメーカーズバイス 5連バイス | 精密ツールメーカーズバイス |
| 全長 | - | 185~ | 185~ | 239~ |
| 締付力kN | - | 6~ | 6~ | - |
| ストローク/開きMAX | - | 80~ | 80~ | 65~ |
| 位置決め | - | T溝14~ | T溝14~ | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |



| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | クサビロックツールメーカーズバイス(Gタイプ) | プルダウンバイス(フリージョーバイス) | ツーピースバイス | ロックタイト精密マシンバイスL型 |
| 全長 | 185~ | 73~ | 325~ | 468~ |
| 締付力kN | 6~ | 8~ | - | 40~ |
| ストローク/開きMAX | 80~ | ∞ | ∞~ | 207~ |
| 位置決め | - | - | T溝18~ | T溝18~ |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ロックタイト精密マシンバイス | ロックタイトMC精密マシンバイス | ロックタイトMC精密マシンバイス多連バイス | ロックタイト油圧マシンバイスマークIII |
| 全長 | 340.5~ | 316~ | 316~ | 807~ |
| 締付力kN | 40~ | 30~ | 30~ | 40~ |
| ストローク/開きMAX | 102~ | 102~ | 102~ | 300~ |
| 位置決め | T溝18~ | T溝18~ | T溝18~ | T溝18~ |
| 基準(センタリング/片側固定) | - | - | - | 片側固定 |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |



| 画像 |
|
|
|
|
|---|---|---|---|---|
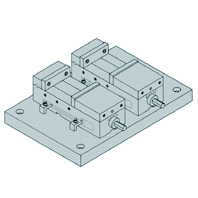
| 名称 | ロックタイトMCジグバイス | ロックタイトダブルクランプバイス | ロックタイトアルミダブルクランプバイス | モールドバイス |
| 全長 | 749~ | 493.5~ | 460.5~ | 694~ |
| 締付力kN | 40~ | 15~ | 15~ | 20~ |
| ストローク/開きMAX | 350~ | 70.5~ | 38~ | 350~ |
| 位置決め | T溝18~ | T溝18~ | T溝18~ | T溝18~ |
| 基準(センタリング/片側固定) | 片側固定 | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |



| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ロックタイトFA精密マシンバイス | ロックタイトFAクイックONEバイス | ロックタイト5軸マシンバイス | ロックタイト5軸マシンバイス付属品 |
| 全長 | 291~ | 484~ | 236~ | - |
| 締付力kN | 12~ | 25~ | 16~ | - |
| ストローク/開きMAX | 100~ | 140~ | 58~ | - |
| 位置決め | T溝14~ | T溝18~ | T溝14~ | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |

| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ステップ口金(超硬グリップタイプ) | 5軸マシンバイス用ユニバーサル口金 | ロックタイト5軸マシンバイス(中心移動型) | ロックタイト5軸マシンバイス(中心移動型) |
| 全長 | - | - | 236~ | 236~ |
| 締付力kN | - | - | 16~ | 16~ |
| ストローク/開きMAX | - | - | 58~ | 138~ |
| 位置決め | - | - | T溝14~ | T溝14~ |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | ロックタイト5軸マシンバイス | ロックタイトCV精密マシンバイス | ハイトブロック | ロックタイトCV精密マシンバイス部品 |
| 全長 | 236~ | 394.6~ | - | - |
| 締付力kN | 16~ | 30~ | - | - |
| ストローク/開きMAX | 138~ | 145~ | - | - |
| 位置決め | T溝14~ | T溝18~ | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | 180x120~ | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




研削用
| 画像 |
|
|
|---|---|---|
| 名称 | 精密ツールメーカーズバイス | クサビロックツールメーカーズバイス(Gタイプ) |
| 全長 | 239~ | 185~ |
| 締付力kN | - | 6~ |
| ストローク/開きMAX | 65~ | 80~ |
| 位置決め | - | - |
| 基準(センタリング/片側固定) | - | - |
| ベースサイズ | - | - |
| タイプ | - | - |
| 操作 | - | - |
| 駆動方式(単動・複動) | - | - |
ボール盤加工・組立用
| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | クランプマスターバイス | 中型ボール盤用ベタバイスA型 | 精密小型ボール盤バイス(ヤンキーバイス) | クランプマスターバイス部品 |
| 全長 | 357.5~ | 195~ | 108~ | - |
| 締付力kN | 5~ | - | - | - |
| ストローク/開きMAX | 78~ | 77~ | 38~ | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |



| 画像 |
|
|
|
|---|---|---|---|
| 名称 | クランプマスターバイス用口金 | クランプマスターバイス | ユニレバーアクションバイス |
| 全長 | - | 357.5~ | 405.5~ |
| 締付力kN | - | 5~ | 3.5~ |
| ストローク/開きMAX | - | 78~ | 80~ |
| 位置決め | - | - | - |
| 基準(センタリング/片側固定) | - | - | - |
| ベースサイズ | - | - | - |
| タイプ | - | - | - |
| 操作 | - | - | - |
| 駆動方式(単動・複動) | - | - | - |



作業用
| 画像 |
|
|
|
|
|---|---|---|---|---|
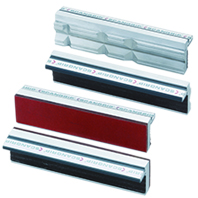
| 名称 | JISバイスA型 | リード型バイス(強力角胴型バイス) | モッコーバイス(台下型) | 学校教材用木工バイス(台上用) |
| 全長 | - | - | - | 263~ |
| 締付力kN | - | - | - | - |
| ストローク/開きMAX | - | - | 71~ | 115~ |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | 学校教材用木工バイス(台下用) | モッコーバイス(台上型) | マグネット口金 | 横バイス部品価格 |
| 全長 | 263~ | - | - | - |
| 締付力kN | - | - | - | - |
| ストローク/開きMAX | 105~ | 111~ | - | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |


バイスアプリケーション
| 画像 |
|
|
|
|
|---|---|---|---|---|
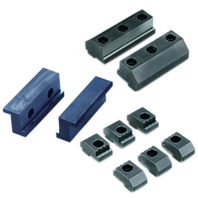
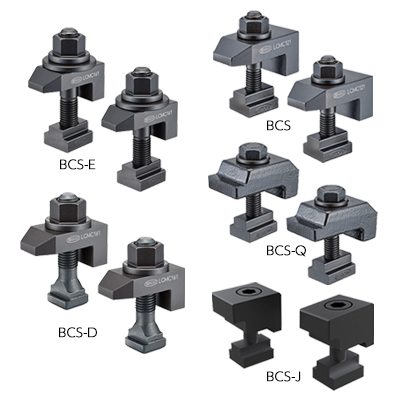
| 名称 | マシンバイスシリーズ 取付ボルト | マシンバイスシリーズ 取付クランプ | マシンバイスシリーズ ガイドブロック | マシンバイスシリーズ ワークストップ |
| 全長 | - | - | - | - |
| 締付力kN | - | - | - | - |
| ストローク/開きMAX | - | - | - | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |



| 画像 |
|
|
|
|
|---|---|---|---|---|
| 名称 | マシンバイスシリーズ 口金 | マシンバイスシリーズ ハンドル | マシンバイスシリーズ ハンドルジョイント | フットジョー |
| 全長 | - | - | - | - |
| 締付力kN | - | - | - | - |
| ストローク/開きMAX | - | - | - | - |
| 位置決め | - | - | - | - |
| 基準(センタリング/片側固定) | - | - | - | - |
| ベースサイズ | - | - | - | - |
| タイプ | - | - | - | - |
| 操作 | - | - | - | - |
| 駆動方式(単動・複動) | - | - | - | - |




| 画像 |
|
|---|---|
| 名称 | ハンディデジタル荷重計 |
| 全長 | - |
| 締付力kN | - |
| ストローク/開きMAX | - |
| 位置決め | - |
| 基準(センタリング/片側固定) | - |
| ベースサイズ | - |
| タイプ | - |
| 操作 | - |
| 駆動方式(単動・複動) | - |
