工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-1409
![]()


| オーダーNo. | No. | タイプ | 全巾 | 繰返し精度 sec. |
割出精度 sec. |
全高 | 質量kg | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 147269 | TRS0512-30055 | 並級 | 500 | ±15 | ±25 | 550 | 309 | 2,330,000 | 確認 | 追加 | DATA | × | 問合せ |
| 147270 | TRP0512-30055 | 精級 | 500 | ±2 | ±15 | 550 | 309 | 2,510,000 | 確認 | 追加 | DATA | × | 問合せ |
| 140988 | TRS0612-30055 | 並級 | 630 | ±15 | ±25 | 550 | 360 | 2,400,000 | 確認 | 追加 | DATA | × | 問合せ |
| 140989 | TRP0612-30055 | 精級 | 630 | ±2 | ±15 | 550 | 360 | 2,550,000 | 確認 | 追加 | DATA | × | 問合せ |
| オーダーNo. | No. | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|
| 141109 | TRS0612-HN | 33,900 | 確認 | 追加 | DATA | × | 問合せ |
インデックス付ツーリングブロック
 |
|
ハンドル操作セット
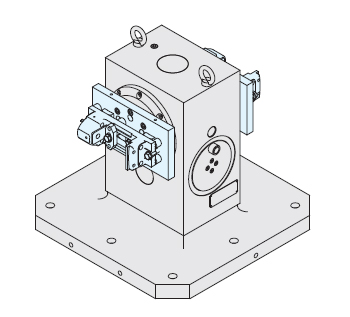 |
出力軸テーブル側に2つのジグプレートを取付けることが可能です。入力軸円盤を回すことで5面加工が可能になります。 |
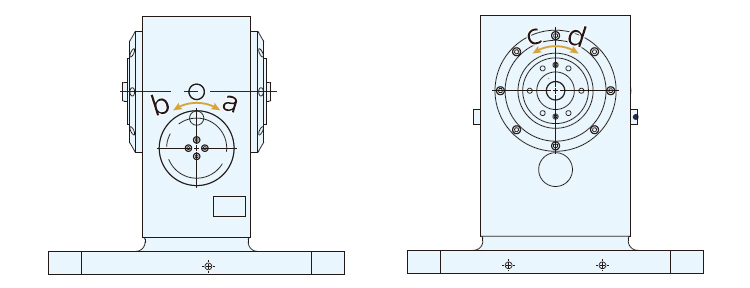
●動作について
入力軸円盤側を1回転(360°)させることで出力軸面板が90°回転する構造です。
回転回数・回転向きともに制限はありません。
回転の向き
入力軸円盤側をa方向に回すと出力軸面板側はc方向に、入力軸円盤側をb方向に回すと出力軸面板側はd方向に回転します。
●使い方
インデックス付ツーリングブロック
工作機械の主軸を用いて本製品を操作することができます。
●工作機械の主軸
工作機械の主軸に円柱状(Φ30以上、長さ50mm以上)の工具を取付けてください。
例:モールステーパーホルダA型
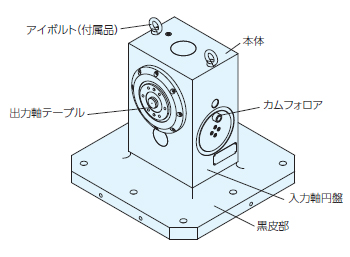
●出力軸テーブル側
出力軸テーブル側にジグプレートを取付けます。
取り付ける際は出力軸テーブルの取付穴に合うように、ジグプレートの加工を行ってください。
出力軸テーブルの仕様は以下を参照ください。
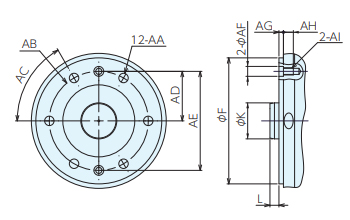
■テーブル仕様
| No | 仕様 | AA | AB | AC | AD ±0.05 | AE ±0.02 | AFH6 +0.011 0 | AG | AH | AI |
| TRS0512-30055 | 並級 | M12X1.75 | 110 | 60° | 55 | 110 | 11 | 5 | 11 | M8X1.25 |
| TRS0512-30055 | 精級 | M12X1.75 | 110 | 60° | 55 | 110 | 11 | 5 | 11 | M8X1.25 |
| TRS0612-30055 | 並級 | M12X1.75 | 110 | 60° | 55 | 110 | 11 | 5 | 11 | M8X1.25 |
| TRS0612-30055 | 精級 | M12X1.75 | 110 | 60° | 55 | 110 | 11 | 5 | 11 | M8X1.25 |
●入力軸円盤側
工作機械の主軸に取り付けた工具でカムフォロアの局面に操作工具を接触させ、入力軸円盤を回して操作します。
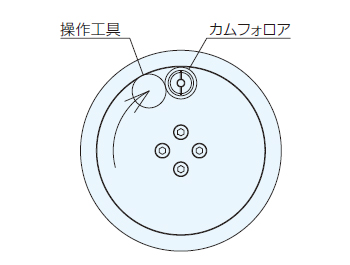
【注意事項】
入力軸の操作終了後は、必ずカムフォロアを円の最上部(12時の位置)に停止させてください。
円の最上部に停止していない場合、出力軸が回転する場合があります。
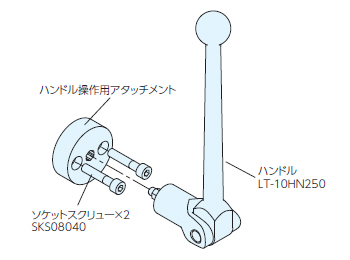
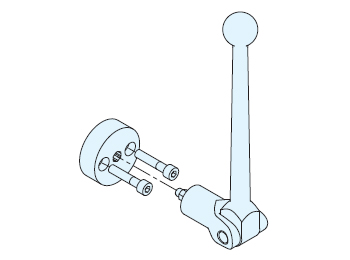
ハンドル操作セット
手動での操作をする場合はハンドル操作セットを使用します。
付属しているアタッチメント中央の六角穴にハンドルを挿入し回転させることで操作できます。
インデックス付ツーリングブロック
通常のツーリングブロック同様、機械テーブルに取付ボルト等で取付を行ってください。
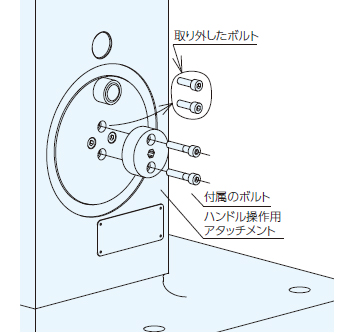
ハンドル操作セット
入力軸面のボルト(2本)を外します。
ハンドル操作用アタッチメントを付属しているボルトで取り付けます。
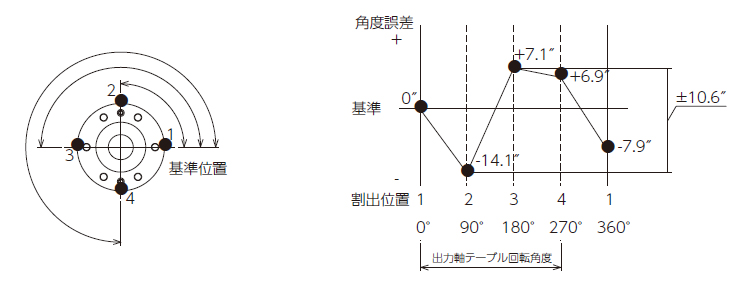
●繰り返し精度
同じ条件のもとで繰返し動作させ、同じ停止位置を測定したときの停止する位置の角度のばらつきの最大値をいいます。
●割出精度
出力軸テーブルの1回転で順次割出測定を行い、理論的回転角度と測定値との差をいいます。
繰り返し精度と割出精度の測定例
|
|
||||||||||||||||
|
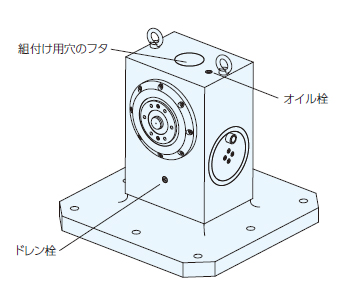
・年に1度内部のオイル交換を行ってください。上面にオイル栓、出力軸面(片側)にドレンがございます。
推奨油種:モービルギア600XP シリーズ680
・作業中、作業終了後に切屑の除去を行ってください。
そのままにしておくと作動不良・精度不良の原因になります。
 E-9159L/MCツーリングブロック(2面軽量タイプ)
E-9159L/MCツーリングブロック(2面軽量タイプ) E-9159/MCツーリングブロック(2面スタンダードタイプ)
E-9159/MCツーリングブロック(2面スタンダードタイプ) E-9159/MCツーリングブロック(2面スタンダードタイプT溝仕様)
E-9159/MCツーリングブロック(2面スタンダードタイプT溝仕様) E-9159/MCツーリングブロック(2面スタンダードタイプタップ穴仕様)
E-9159/MCツーリングブロック(2面スタンダードタイプタップ穴仕様) E-9660/ソケットスクリュー
E-9660/ソケットスクリュー
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()