工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
表面焼入れ方法の1つで、ガスバーナーの炎で素材表面硬度を向上させる熱処理方法です。
単位時間当たりの速度の変化量。(SI単位:m/s2)
一定時間中の速度変化率。
加速度の単位にはm/s2 ,Gal,Gが用いられます。
それぞれの関係は以下のようになります。
1[m/s2]=100[Gal]
1[Gal]=0.01[m/s2]=1[cm/s2]
1[G]=9.80665[m/s2]=980.665[Gal]
機械や装置などの設備が生産能力に対して、実際に生産した量で計算される割合。
計画する生産量に対して、実際に生産した量で計算される割合。
物体がその時の状態を維持しようとする大きさを示す物理量。
回転の難易さを表わし、この値が大きいほど、加減速時に大きなエネルギーが必要になります。
イナーシャとも呼ばれます。
機械的動作によって損失するエネルギーを表す数値。
材料が持つ、引張強さ・圧縮強さ・せん断強さなどの性質。
治具やワークの位置決め用の穴のこと。
治具への使用の場合、T溝と比べて自由度は劣りますが、再現性に優れています。
気体や液体の配管内で逆流を防ぐバルブ。
ある物体が固有振動数と同じ周波数で繰り返す加振力を受けると物体が大きく振動する共振という状態になります。
この共振の発生する周波数を共振周波数と呼びます。
周期的な外力が与えられることにより、強制的に引き起こされる振動です。
弊社製品において、その製品にカタログ上の荷重を与えても動作ができる重量。
ねじ山の断面形状が55°になっているネジ。
主に管(流体)の接続に用いられ、ねじ山の形状、目的によって平行ネジと、テーパーネジがあります。
リリーフ弁や逆止弁(チェックバルブ)内で圧力が上昇して、弁が開き始めて一定の量が排出される圧力。
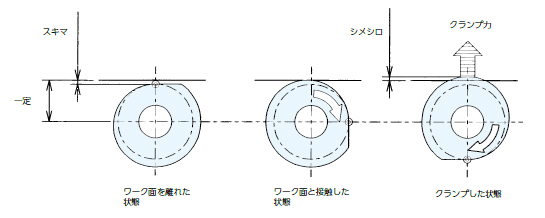
機械加工において、取付具(クランプ具)の定義は、刃具の加工案内部を持たないが、加工物(ワーク)の取付けと位置決めを行う工具とされています。
素材の表面に四三酸化鉄の被膜を施す表面処理方法です。
亜鉛めっき後にクロム酸を主成分した溶液に浸透させ、変色防止や耐久性、装飾性を高めることを目的とした表面処理方法です。
あるものを任意の場所に同じ位置決め操作をさせた場合の位置ズレ量を測定した値。
工作物に加工を行う位置の目印を付けるために、直線などを引いたりする作業。
あるものの高さ調整や嵩上げを行う際に使用する「支え」の総称。
「現物合わせ」の略で、実際に現物同士を合わせて組立や加工を行うこと。
表面焼入れ方法の1つで、交流電流に接続されたコイルを使用して素材を急速加熱、冷却を行う熱処理方法です。
一般的には、ワークと接する側を「子治具」、その「子治具」を固定する(受ける)側が「親治具」となる。
製作する治具を子治具と親治具との間の位置決めと固定方法を共通化させることにより、同一ライン上で、複数の子治具を使い分けることができ、治具段取りの短縮や製作費用を抑えることを目的とした治具形態。
ある物体に振動を与え、放置しておくとその物体固有の繰り返しで振動(自由振動)します。
この振動を固有振動といい、その振動数を固有振動数と言います。
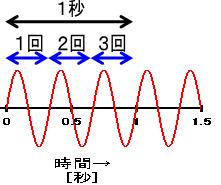
振動数は単位時間当たりの振動の回数です。
例えば、ある物体が固有振動で振動しているとき1秒間に3回振動した場合の固有振動数は3Hzとなります。


![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()