工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
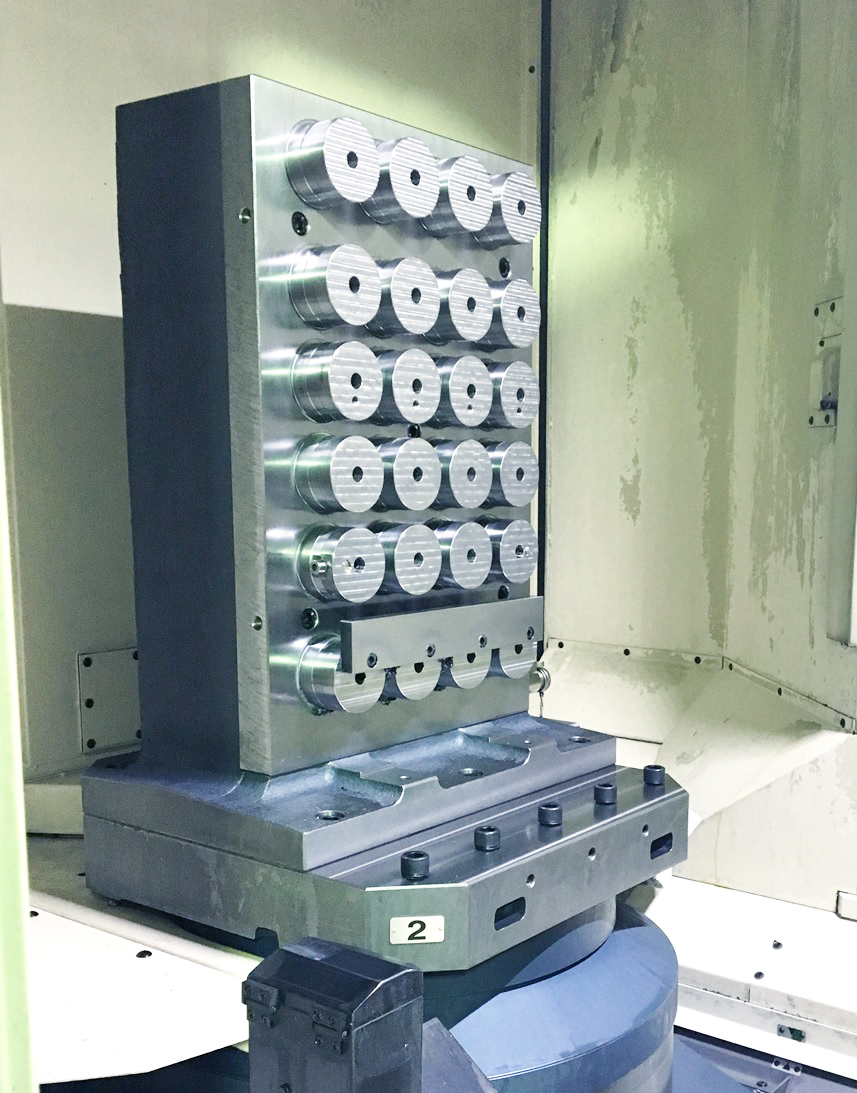
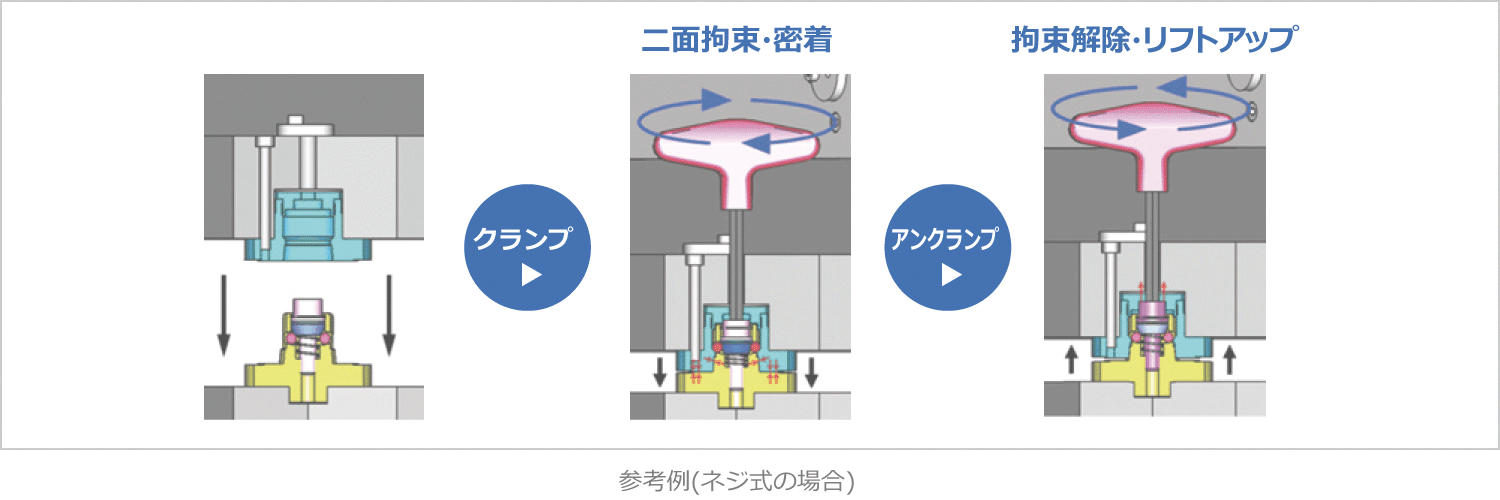
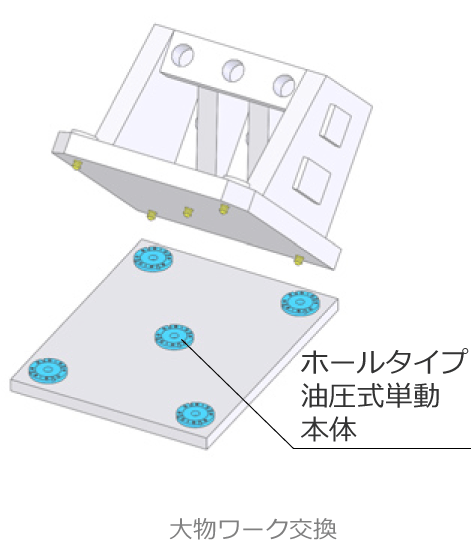
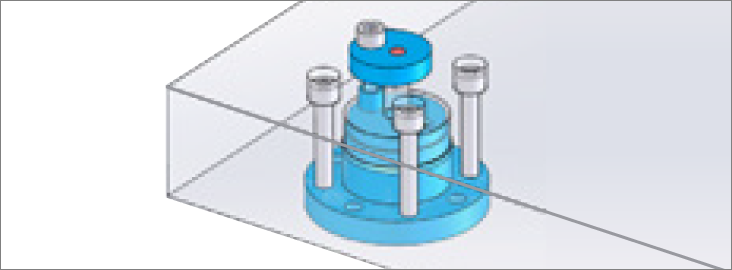
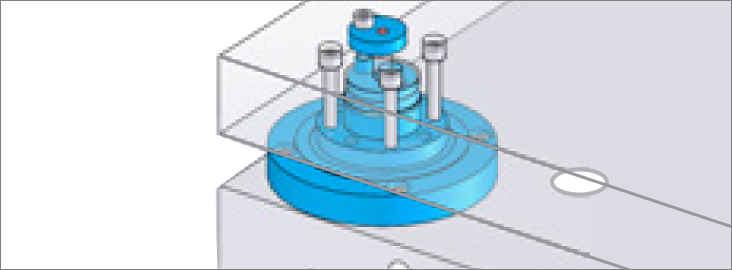
「Q-ロックエレメント」は、治具の高精度(繰り返し3μm以内)な位置決めと、素早いクランプ(固定)を可能にするエレメントです。ここではQ-ロックエレメントを選定するポイントをご紹介します。

簡単&短時間&高精度な治具段取り替え作業の実現により、機械稼働率がアップ!
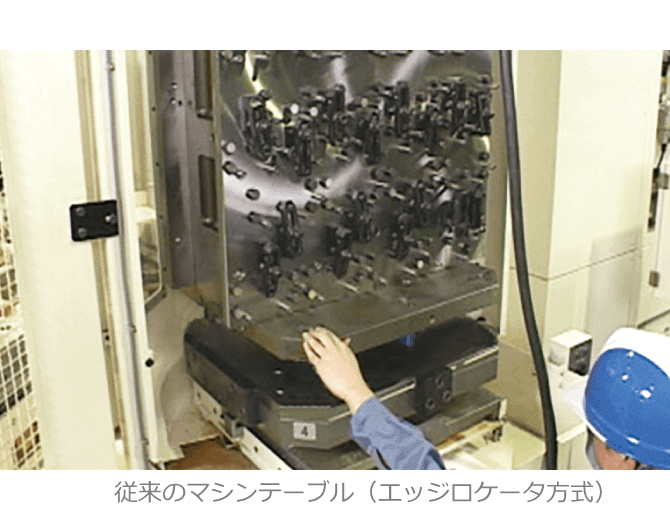
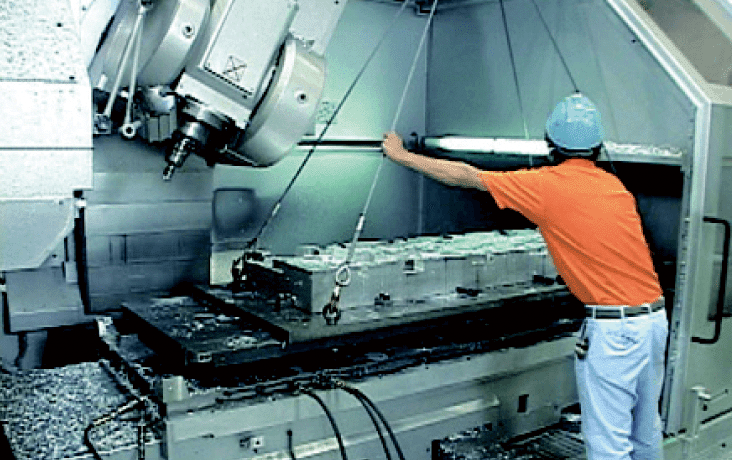
熟練作業員による芯出し作業が治具交換のたびに必要
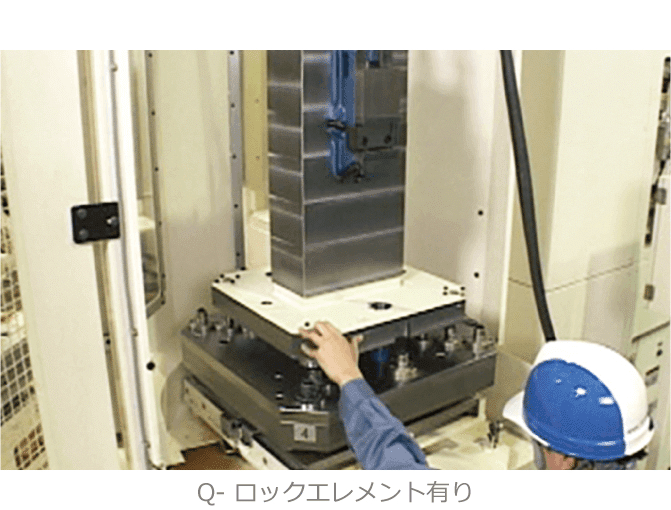
繰り返し位置決め精度3μm以内のため精度確認不要
治具段取り時間を50〜70%短縮可能!!
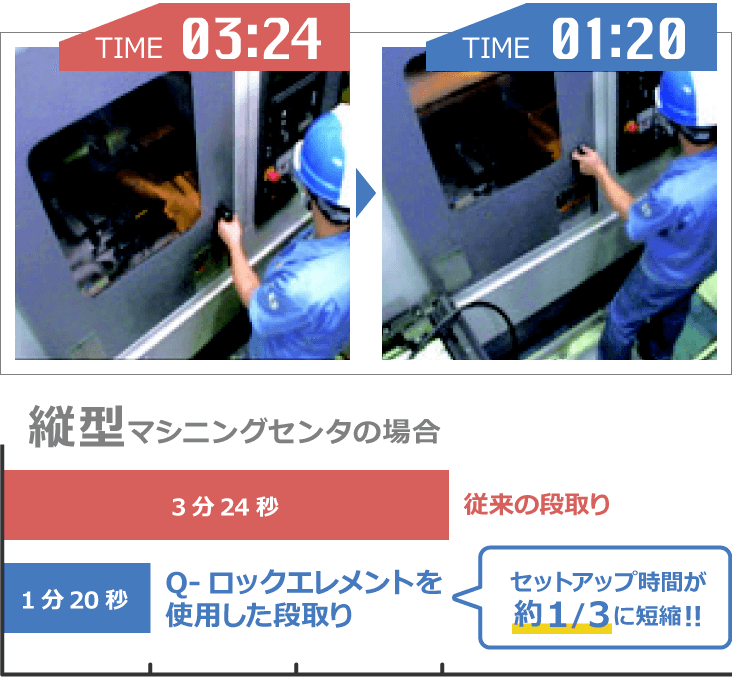
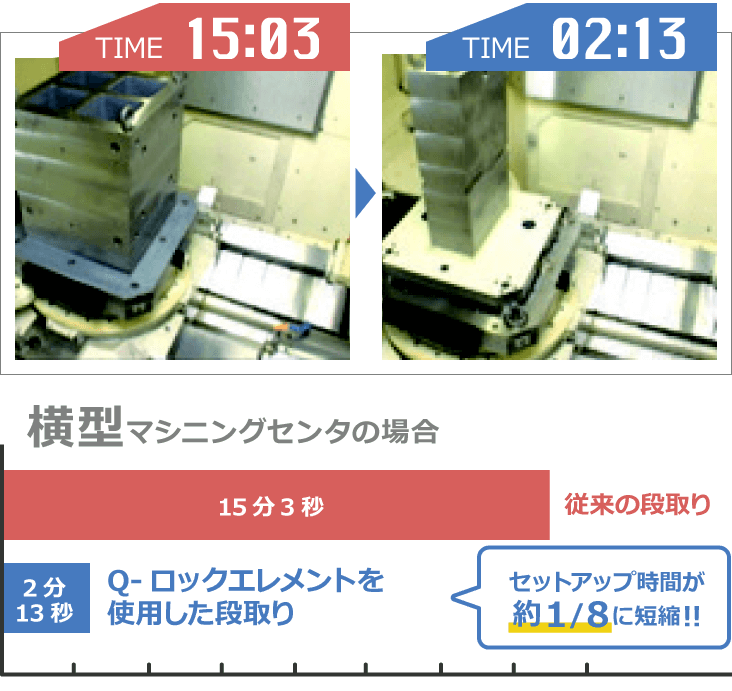
マシニングセンタの外段取りで機械稼働時間UP!
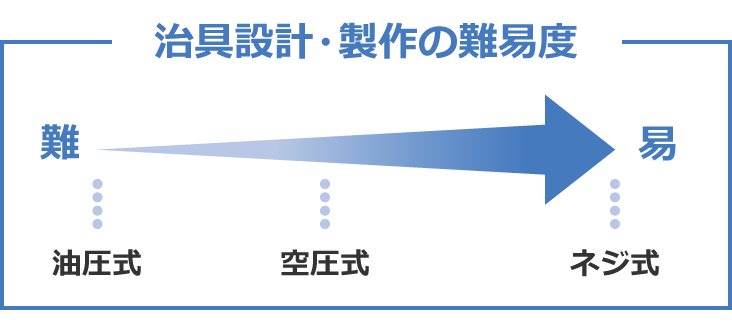
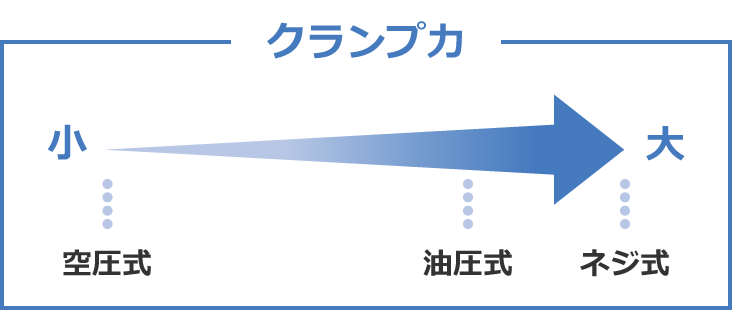
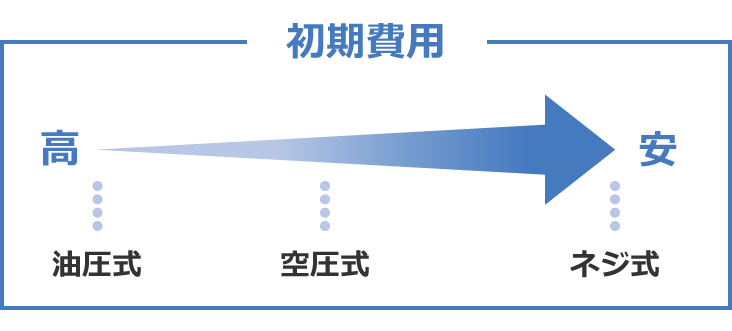
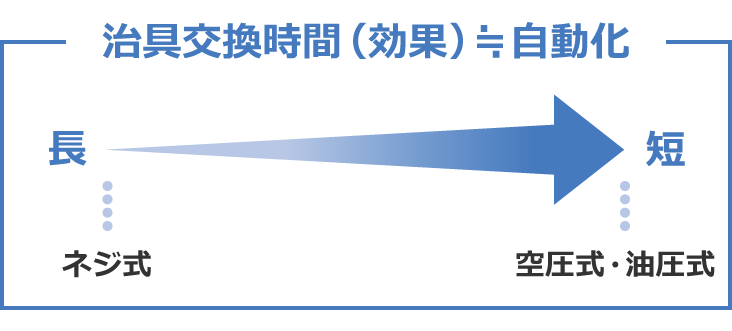
Q-ロックエレメントはネジ式、油圧式、空圧式があり、それぞれ特長が次のように異なります。
治具設計・製作の難易度、クランプ力、初期費用、治具交換時間などを考慮して、ネジ式・空圧式・油圧式のどれが最適かを選ぶことができます。


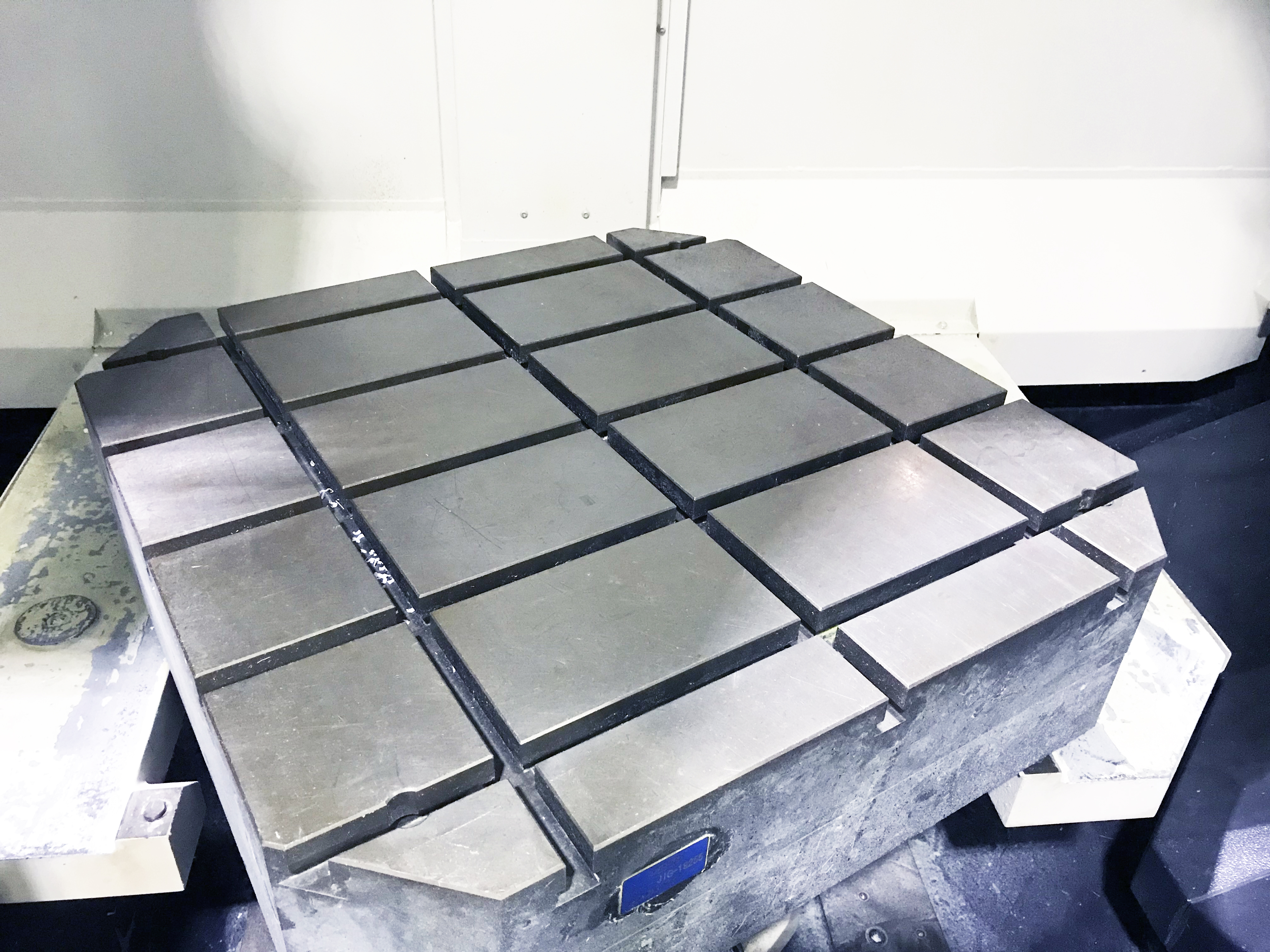
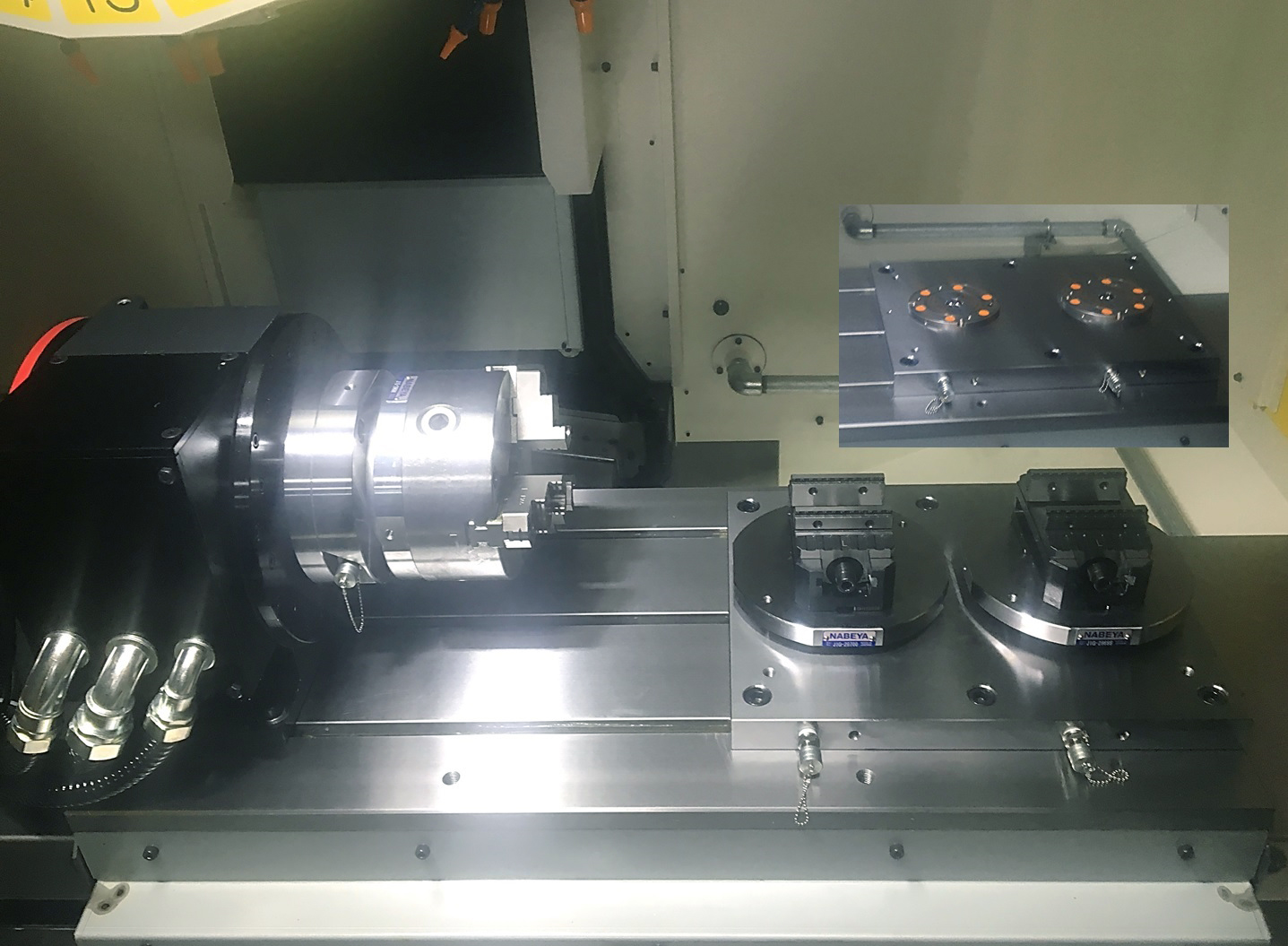
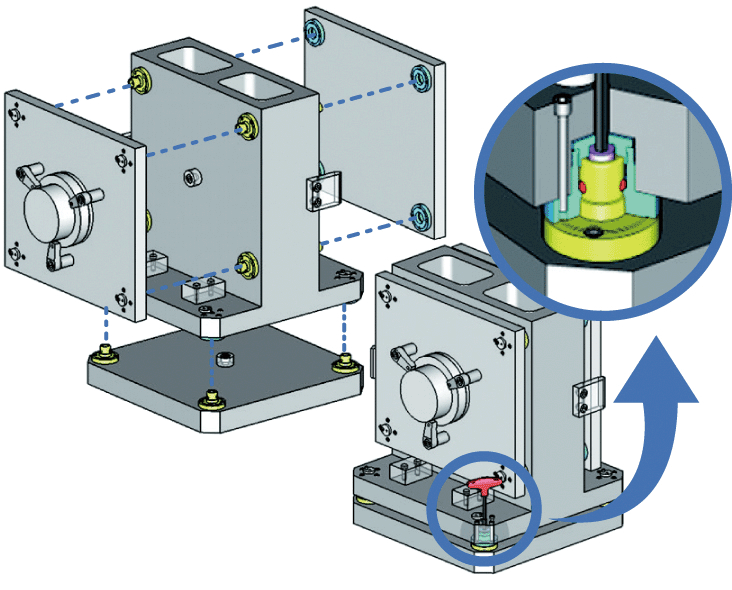
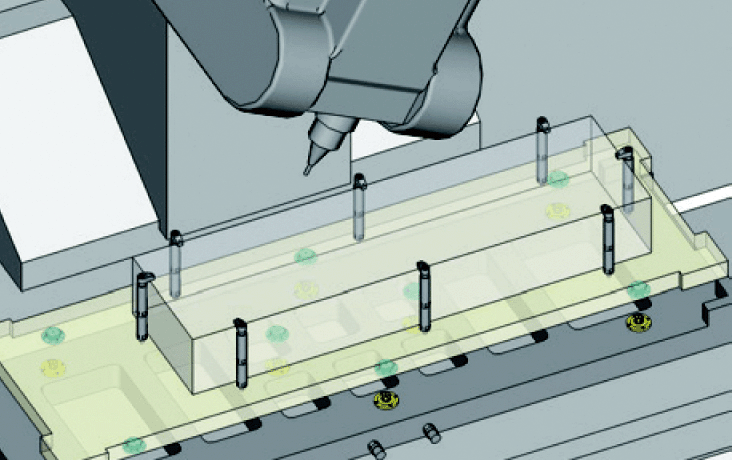
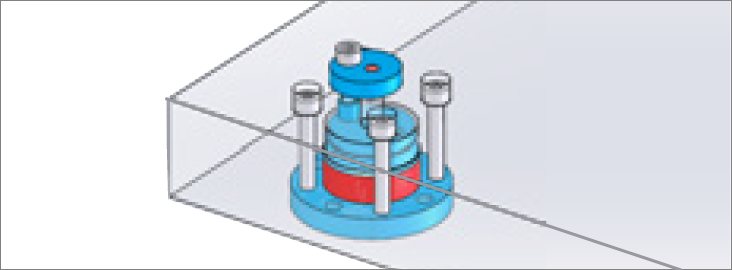
ロケートブッシュの位置合わせは、親治具プレートと子治具プレートを締結後、ロケートブッシュ取付ボルトを上面から固定することにより、取付ピッチ精度の複製が何枚でも容易に行えます。(親治具にあわせて子治具の位置合わせを行います。)
1.子治具プレート上面側からブッシュを取付ボルトで仮締めします。
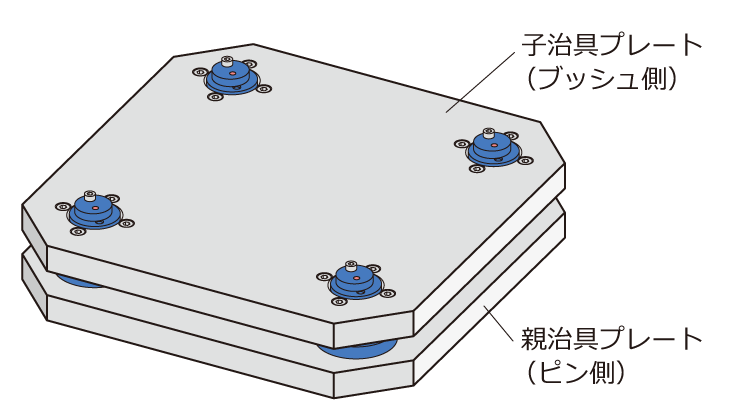
2.Q-ロックエレメントで親治具プレートと子治具プレートを締結後、ブッシュ取付ボルトを本締めします。
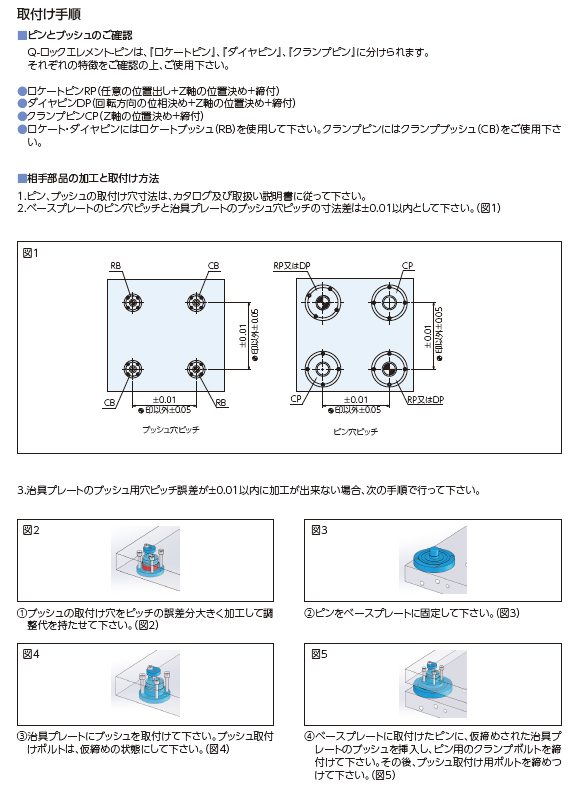
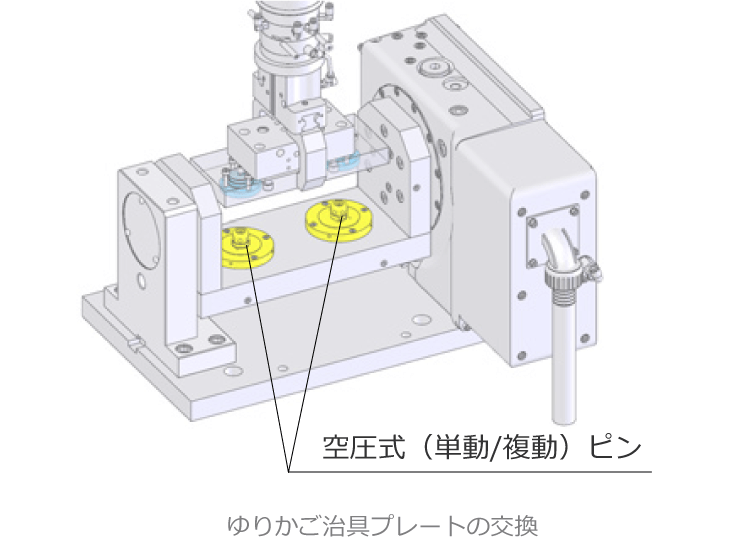
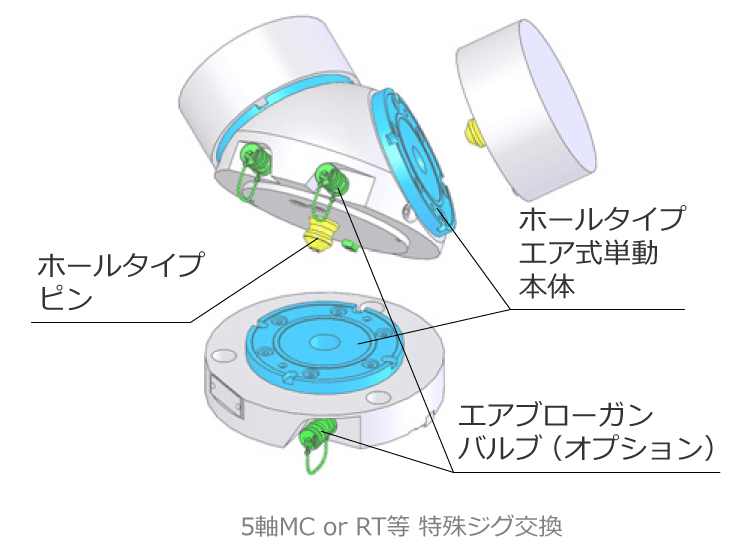
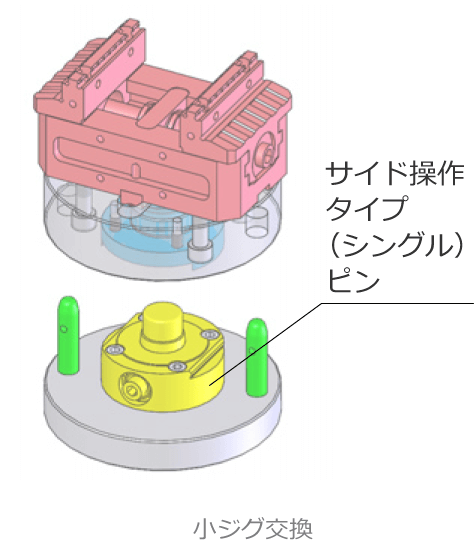
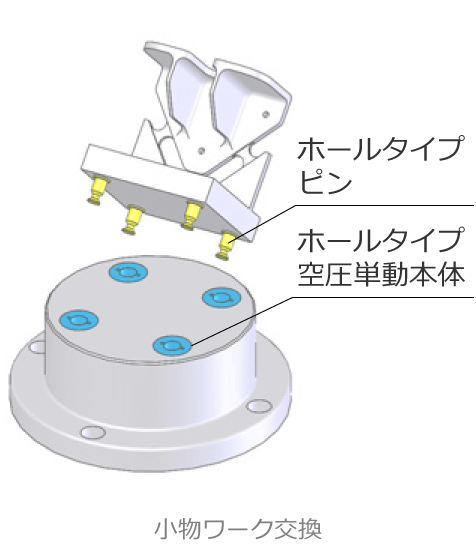
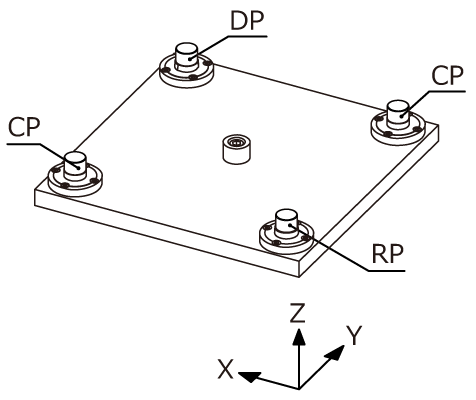
Q-ロックエレメント - ピンは、『ロケートピン』、『ダイヤピン』、『クランプピン』に分けられます。それぞれの特徴をご確認の上、ご使用ください。
※治具プレート搬入出時、プレートが傾かないようにしてください。プレートが傾いた状態で搬入出を行うと、Q-ロックエレメント - ピンの破損に繋がります。またピンへの挿入をし易くするために、ラフガイドの設置をお勧めします。
1.ピン、ブッシュの取付け穴寸法は、カタログ及び取扱い説明書に従ってください。
2.ベースプレートのピン穴ピッチと治具プレートのブッシュ穴ピッチの寸法差は±0.01以内としてください。
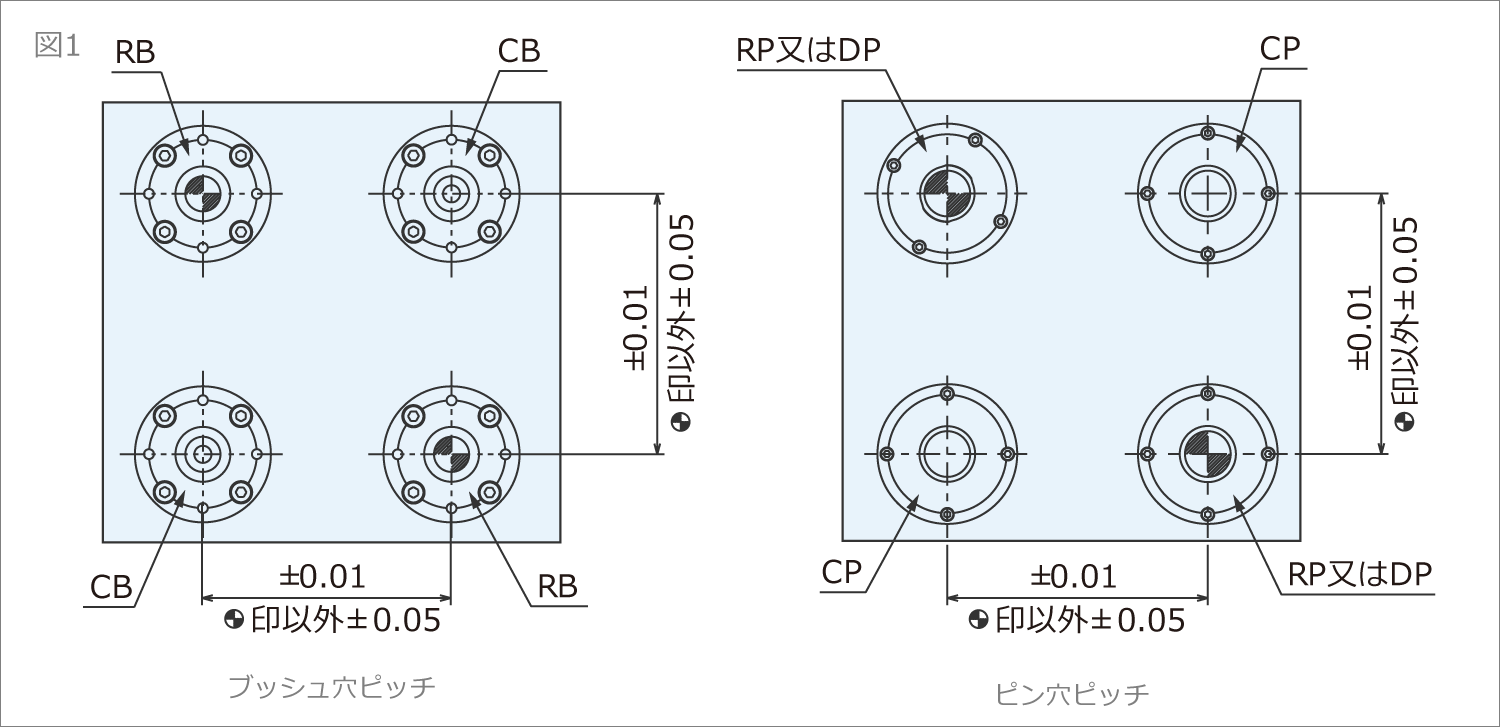
3.治具プレートのブッシュ用穴ピッチ誤差が±0.01以内に加工できない場合は、次の手順で行ってください。
① ブッシュの取付け穴をピッチの誤差分大きく加工して調整代を持たせてください。
② ピンをベースプレートに固定してください。
③ 治具プレートにブッシュを取付けてください。ブッシュ取付けボルトは、仮締めの状態にしてください。
④ ベースプレートに取付けたピンに、仮締めされた治具プレートのブッシュを挿入し、ピン用のクランプボルトを締付けてください。
その後、ブッシュ取付け用ボルトを締めつけてください。

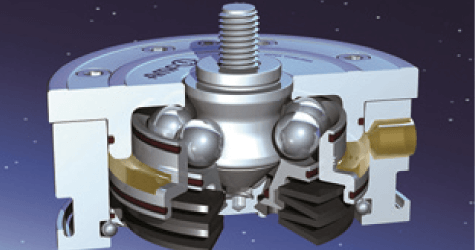
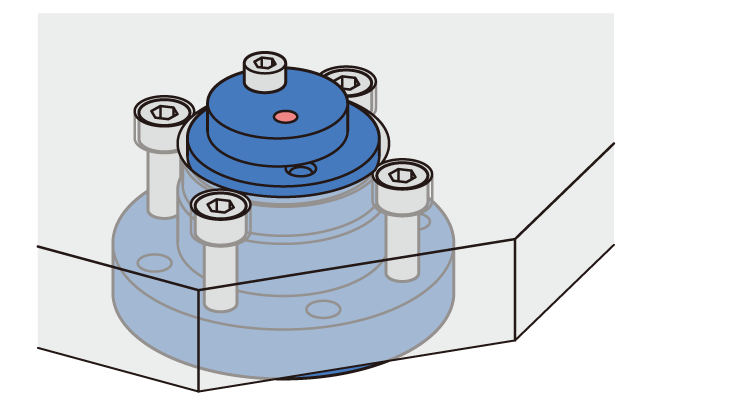
強力締付
テーパーとピンで強力に締付けを行います。
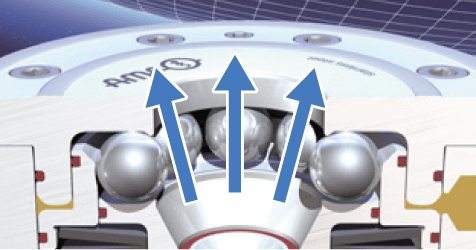
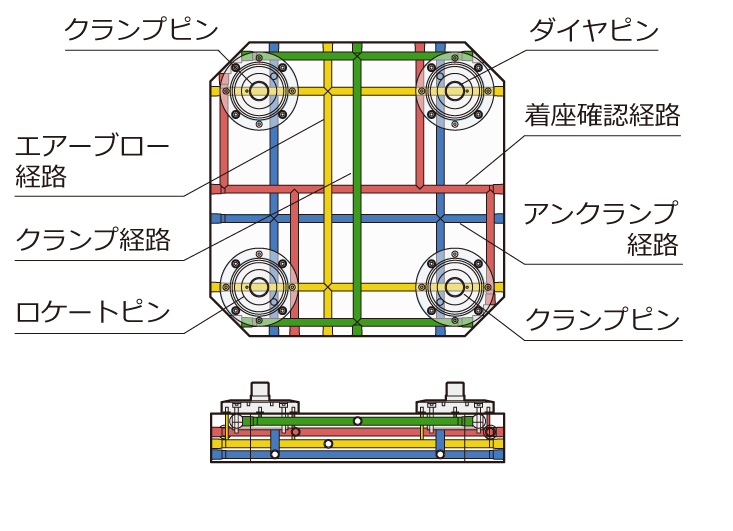
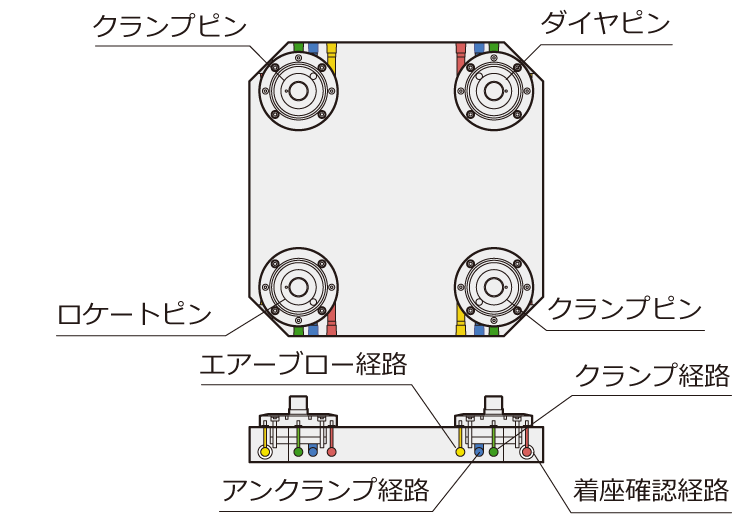
エアーブロー
エアーブローによってブッシュ内部に溜まった切粉の除去ができます。
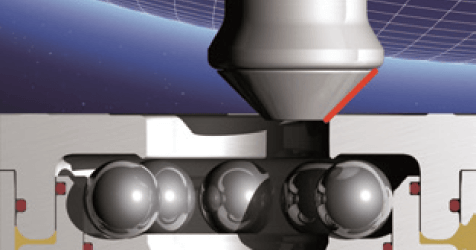
案内構造
ブッシュ側の挿入口が広いため、着脱操作が容易です。
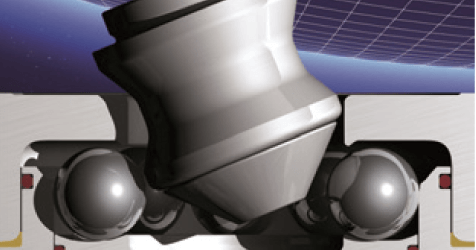
傾き補正対応
ピンがテーパー形状のため、傾いた状態の抜差しができます。
(セルフセンタリングが可能です)

安全機構
万一バネ側に油が漏れた場合でも、安全装置により、アンクランプができます。
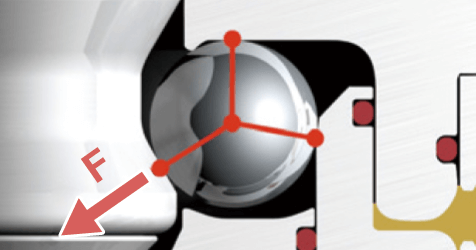
クランプ力
ピンにかかるクランプ力は、F方向に力がかかります。


![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:00-18:00
12:00-13:00及び土日祝祭日、特別休暇(2021/5/1-5,夏季8/13-16,冬季12/28午後-1/4)除く
![]()











 製品を
製品を