工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9993
![]()

| オーダー № |
№ | ピン高さ mm |
最大径部 mm |
荷重 N |
バネ 表面処理 |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 967702 | CPA0306P-1 | 4 | 2.5 | 10 | - | 1 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967703 | CPA0306P-2 | 4 | 2.5 | 20 | 黒染め | 1 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967704 | CPA0306P-3 | 4 | 2.5 | 40 | 亜鉛メッキ | 1 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967705 | CPA0510P-1 | 6 | 3.5 | 20 | - | 2.5 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967706 | CPA0510P-2 | 6 | 3.5 | 50 | 黒染め | 2.5 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967707 | CPA0510P-3 | 6 | 3.5 | 100 | 亜鉛メッキ | 2.5 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967708 | CPA0610P-1 | 10 | 7 | 40 | - | 3.7 | 2,030 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967709 | CPA0610P-2 | 10 | 7 | 75 | 黒染め | 3.7 | 2,030 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967710 | CPA0610P-3 | 10 | 7 | 150 | 亜鉛メッキ | 3.7 | 2,030 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967711 | CPA0812P-1 | 13 | 9 | 50 | - | 7.5 | 2,300 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967712 | CPA0812P-2 | 13 | 9 | 100 | 黒染め | 7.5 | 2,300 | 確認 | 追加 | DATA | 在庫 | 在庫△ |
| 967713 | CPA0812P-3 | 13 | 9 | 200 | 亜鉛メッキ | 7.5 | 2,300 | 確認 | 追加 | DATA | 在庫 | 在庫△ |
| 967714 | CPA1016P-1 | 16 | 11 | 100 | - | 15 | 2,450 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967715 | CPA1016P-2 | 16 | 11 | 200 | 黒染め | 15 | 2,450 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967716 | CPA1016P-3 | 16 | 11 | 300 | 亜鉛メッキ | 15 | 2,450 | 確認 | 追加 | DATA | 在庫 | 在庫△ |
| オーダー № |
№ | ピン高さ mm |
最大径部 mm |
荷重 N |
バネ 表面処理 |
質量g | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 967717 | CPAP306P-1 | 4 | 2.5 | 10 | - | 1 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967718 | CPAP306P-2 | 4 | 2.5 | 20 | 黒染め | 1 | 1,620 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| 967719 | CPAP510P-1 | 6 | 3.5 | 20 | - | 2.5 | 1,870 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967720 | CPAP510P-2 | 6 | 3.5 | 50 | 黒染め | 2.5 | 1,470 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| 967721 | CPAP610P-1 | 10 | 7 | 40 | - | 3.7 | 2,030 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967722 | CPAP610P-2 | 10 | 7 | 75 | 黒染め | 3.7 | 1,750 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| 967723 | CPAP812P-1 | 13 | 9 | 50 | - | 7.5 | 2,300 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967724 | CPAP812P-2 | 13 | 9 | 100 | 黒染め | 7.5 | 1,810 | 確認 | 追加 | DATA | 廃番 | 問合せ |
| 967725 | CPAP1016P-1 | 16 | 11 | 100 | - | 15 | 2,450 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 967726 | CPAP1016P-2 | 16 | 11 | 200 | 黒染め | 15 | 2,120 | 確認 | 追加 | DATA | 廃番 | 問合せ |
 |
 |
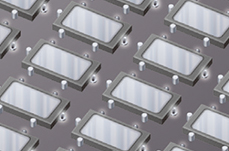 |
| 検査用治具 | パイプ加工用治具 | 小物ワークの多数個取り用治具 |
 |
 |
 |
| 基盤検査用治具 | 食品関係のライン | レーザー刻印用治具 |
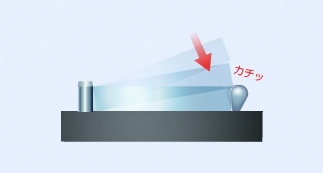
| ワンタッチクランプでワーク交換作業を大幅に短縮 | コンパクトサイズでスペースの有効活用が可能 |
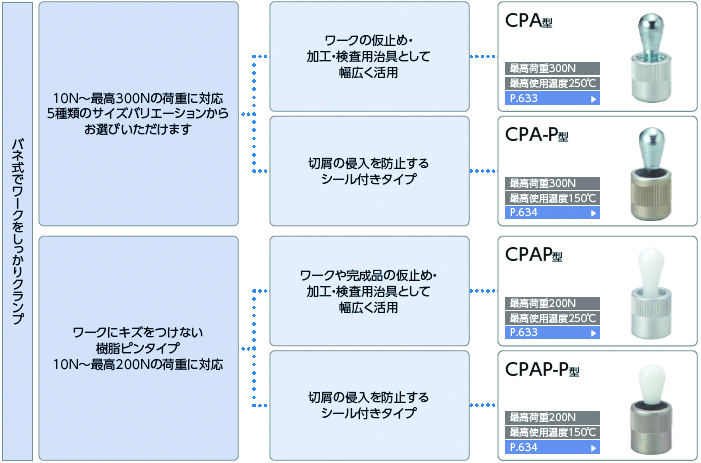
| ワークを基準ピン(もしくは基準ブロック)に当ててクランプピンの上に軽く載せ、押し込む事でクランプ状態となります。 | コンパクトサイズで小物ワークの多数個取りとなど限られたスペースを有効に活用できます。 |
 |
 |
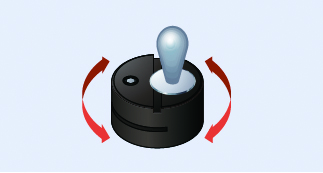
| クランプ方向自在。 偏心シリンダーと組合せて位置合わせも簡単 |
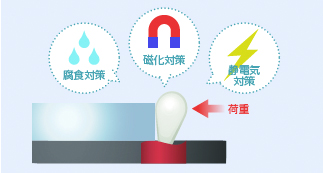
本体に弾性ゴムを使用! 磁化・腐食対策に最適 |
| クランプ方向が自在のため、偏心シリンダーを回転させるだけ でクランプピンの位置を調整できます。交差の大きいワークの微妙な位置合わせも簡単に行います。 | 弾性ゴムの弾性変形による荷重でワークをクランプします。静電 気に弱い電子部品の検査や、腐食対策が必要な食品ラインに最適なクランプピンです。 |
 |
 |
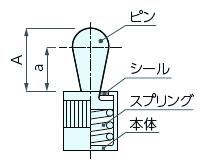
取付位置の算出方法
クランプピンの取付位置は、ワークの長さzに荷重に必要な距離Xを加えた値になります。
Xの値は、ワークの厚みYにより算出方法が異なります。
※a・bの値は下表をご参照ください。
①ワークの厚みYがピンの最大径部より厚い(もしくは同じ)場合
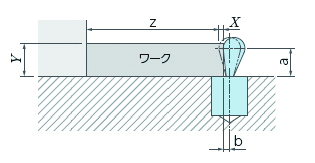
クランプピンの取付位置は、ワークの長さzにbを加えた位置になります。
つまり、x=bになります。
②ワークの厚みYがピンの最大径部より薄い場合
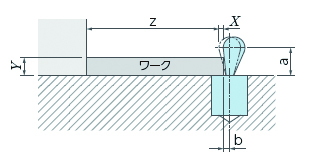
この場合は、ワークとピンの接触部がピンの最大径部aに未たないため、先にXの値を算出します。
X=b-(a-y)x0.123
クランプピンの取付位置は、ワークの長さzに算出したXの値を加えた位置になります。
| № | a | b |
| CPA(P)0306 | 2.5 | 1.0 |
| CPA(P)0510 | 4.2 | 1.7 |
| CPA(P)0610 | 7.7 | 2.0 |
| CPA(P)0812 | 9.9 | 2.7 |
| CPA(P)1016 | 11.7 | 3.4 |
| CPA(P)0306P | 2.5 | 1.0 |
| CPA(P)0510P | 3.5 | 1.7 |
| CPA(P)0610P | 7.0 | 2.0 |
| CPA(P)0812P | 9.0 | 2.7 |
| CPA(P)1016P | 11.0 | 3.4 |
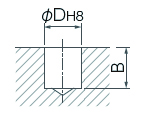
取付穴の加工
金属式クランプピンの取付穴は、本体寸法にてH8公差で加工してください。
深さは本体 B寸法
穴径は本体 D寸法をH8公差で加工してください。
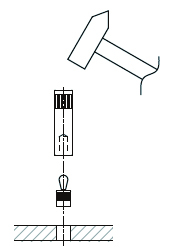
クランプピンの取り付け
クランプピンの種類とサイズに対応した専用のインサート工具(別売品)をご使用ください。
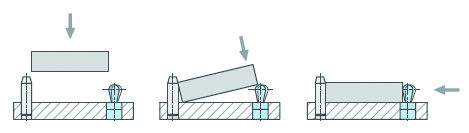
使用方法
ワークを基準ピン(もしくは基準ブロック)に当ててクランプピンの上に軽く載せ、押し込むことでクランプ状態となります。
・特定荷重以上の荷重のかかる箇所に本品のみで使用しないでください。クランプの損傷の原因になります。
・指定最高使用温度以上で使用しないでください。クランプの損傷の原因になります。
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()
 E-9993/クランプピン シール無し
E-9993/クランプピン シール無し E-9993C/クランプピン用偏心シリンダー
E-9993C/クランプピン用偏心シリンダー E-9993P/【廃番】クランプピンCPP型
E-9993P/【廃番】クランプピンCPP型 E-9993T/クランプピン用インサート工具
E-9993T/クランプピン用インサート工具