工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9639
![]()

| オーダーNo. | No. | 適応ワーク穴径 | 許容操作トルク Nm |
クランプ力 kN |
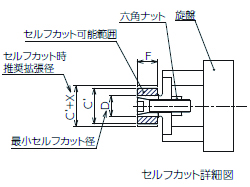
許容拡張径 (ストローク) |
重量 g |
価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 149231 | CC0820 | φ15~φ20 | 22 | 5 | 0.3 | 91 | 9,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 149232 | CC1235 | φ20~φ35 | 76 | 12 | 0.35 | 326 | 16,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| 149233 | CC1655 | φ30~φ55 | 190 | 24 | 0.35 | 857 | 22,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
 |
|
 |
|
 |
本体スリット部にゴムを接着。スリット部への切粉の侵入を防ぎます。 |
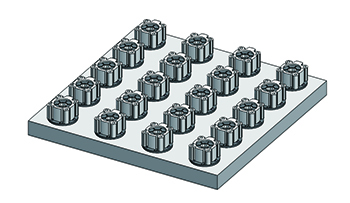 単品での小物ワーク用多数個取り治具例 |
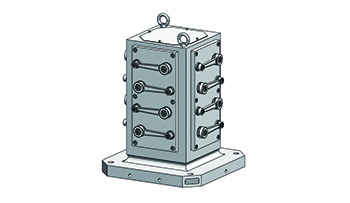 横形MCでの多数個取り上面加工用治具例 |
・コレットクランプ本体にNBR(合成ゴム)、接着剤が使用されています。塩素系の切削液、強アルカリの切削液を使用されると、
耐久性に悪い影響を与えますので注意して下さい
・クランプするワーク穴径の寸法公差範囲は、許容拡張径(ストローク)以内でご使用ください。
許容拡張径を超えるワーク寸法公差範囲の場合、使用できません。
例) ワーク穴径の寸法公差範囲0.3(φ30±0.15) < 許容拡張径0.35(CC1235使用)
 E-1198/【廃番】マイクロサイドクランプ
E-1198/【廃番】マイクロサイドクランプ E-1199/マイクロダウンサイドクランプ 1サイド
E-1199/マイクロダウンサイドクランプ 1サイド E-1199/マイクロダウンサイドクランプ Wサイド
E-1199/マイクロダウンサイドクランプ Wサイド E-1199/マイクロダウンサイドクランプ 1サイド2連
E-1199/マイクロダウンサイドクランプ 1サイド2連 E-1199/マイクロダウンサイドクランプ 1サイド3連
E-1199/マイクロダウンサイドクランプ 1サイド3連 E-9314/ミニローハイトクランプ
E-9314/ミニローハイトクランプ E-9335/ホールドクランプ
E-9335/ホールドクランプ E-9409/トウアジャストクランプ2 ロング
E-9409/トウアジャストクランプ2 ロング E-9409/トウアジャストクランプ2 スクリュー
E-9409/トウアジャストクランプ2 スクリュー E-9409/トウアジャストクランプ2 ショート
E-9409/トウアジャストクランプ2 ショート E-9409/トウアジャストクランプ2 ロングT溝タイプ
E-9409/トウアジャストクランプ2 ロングT溝タイプ E-9409/トウアジャストクランプ2 ロング用Tスロットナット
E-9409/トウアジャストクランプ2 ロング用Tスロットナット E-9420/トウアジャストクランプ
E-9420/トウアジャストクランプ E-9460/クサビクランプセット
E-9460/クサビクランプセット E-9460/クサビクランプ2 ベース付
E-9460/クサビクランプ2 ベース付 E-9460/クサビクランプ2 ロケートブロック
E-9460/クサビクランプ2 ロケートブロック E-9460/クサビクランプ2 システムバイス
E-9460/クサビクランプ2 システムバイス E-9460/クサビクランプ2 ダブルロケートブロック
E-9460/クサビクランプ2 ダブルロケートブロック E-9460/クサビクランプ クランプ部
E-9460/クサビクランプ クランプ部 E-9460/クサビクランプ ストッパー部
E-9460/クサビクランプ ストッパー部 E-9994/【廃番】アルミサイドクランプ ASC型/ASCL型
E-9994/【廃番】アルミサイドクランプ ASC型/ASCL型
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()