工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
クランプ部品には単独でクランプが可能な複数の部品から構成されている「クランプユニット」と、機能ごとの最小部品で構成されている「クランピングパーツ」の2種類があります。
ここではクランプユニットとクランピングパーツを選定するポイントをご紹介します。
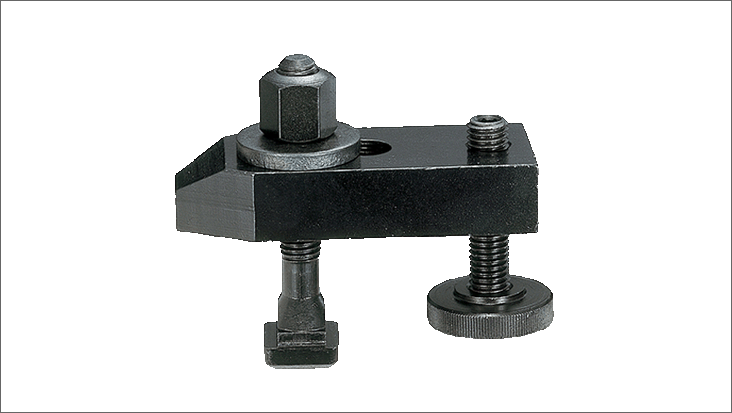
クランプユニットとは、単独でベースへの取付けとワークのクランプが可能な複数の部品から構成されている“締付け具”のことです。
対象ワークの特長(形状・大きさ・精度・加工数量など)と、取付けベース・工作機械の能力およびその他の治具エレメントなどを考慮して選定する必要があります。
クランプユニットは、力の発生源(手動または油空圧など)に対し、伝達機構を利用した媒体を介してワークにクランプ力を与えます。
ここでの伝達機構はネジやカム等の機構であり、媒体とは、クランプバーとなります。このクランプ力が発生する方向により、垂直タイプと水平タイプに分類してあります。
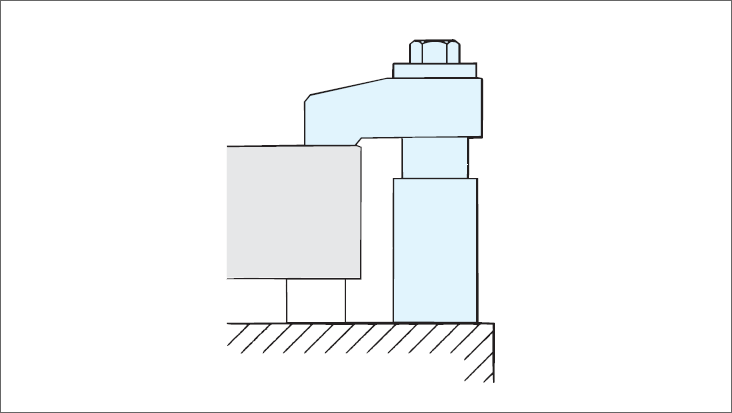
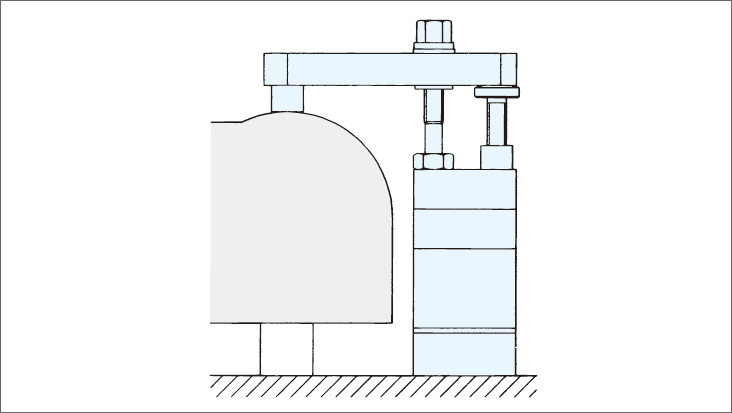
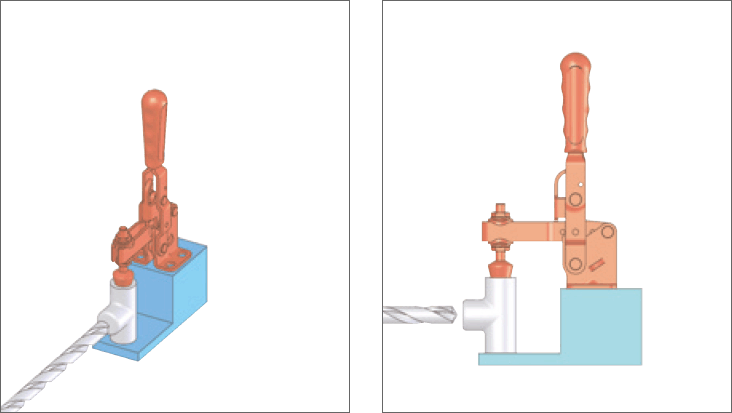
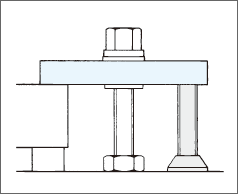
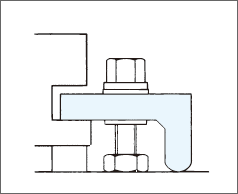
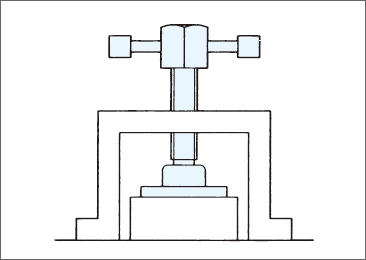
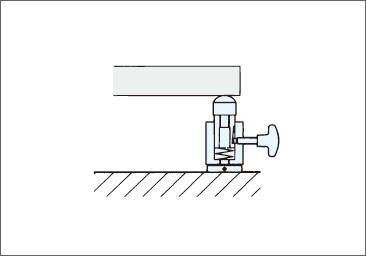
垂直タイプ
垂直タイプには、ネジの締付等により上から押し付けるタイプのものと、マグネットチャックのように下から引き込むタイプのものがあります。

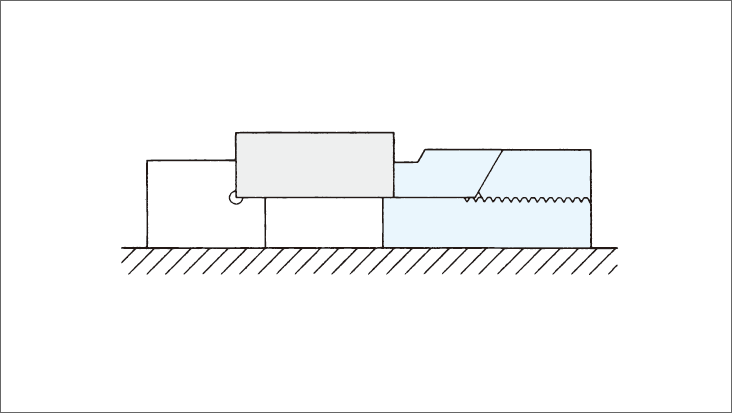
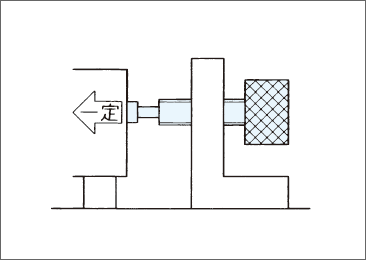
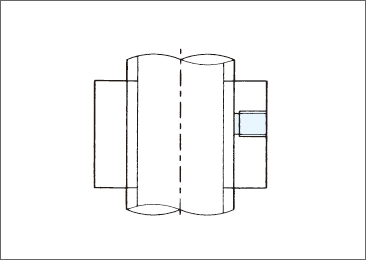
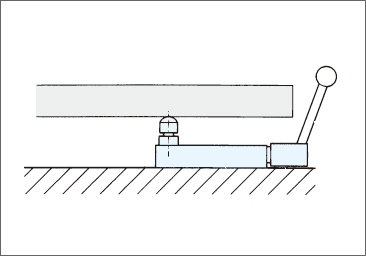
水平タイプ
水平タイプには、クサビ等を利用して側面から押し付けるタイプのものと、トグルフッククランプのように側面から引き込むタイプのものがあります。

クランプユニットの形状や大きさは、他のエレメントとの干渉や取付スペースに影響されます。
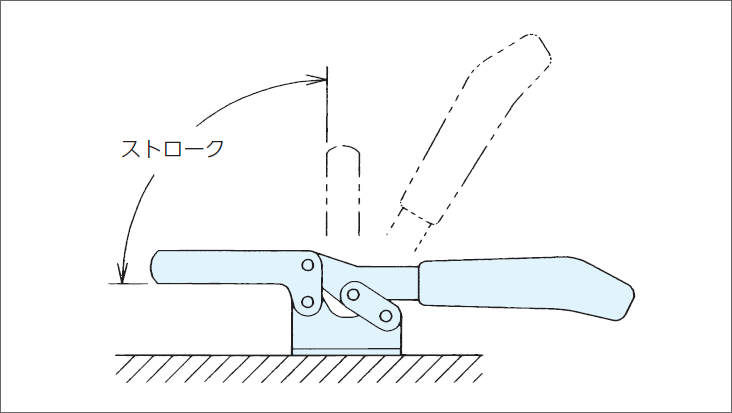
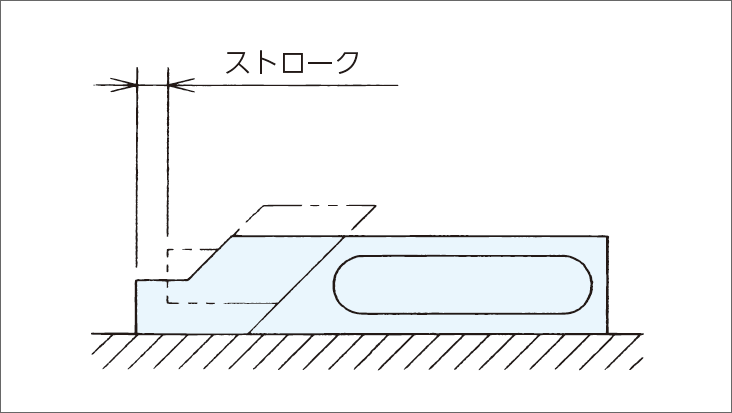
ストロークは、クランプユニットがワークをクランプ(または、アンクランプ)する際に発生する動作範囲のことで、ストローク範囲内でクランプ位置を決定することが必要です。また、ストローク範囲は、ワークの着脱性にも影響します。
ワークの形状・大きさに対し汎用性が必要な場合は、拡張性の高いクランプユニットを選定すると便利です。
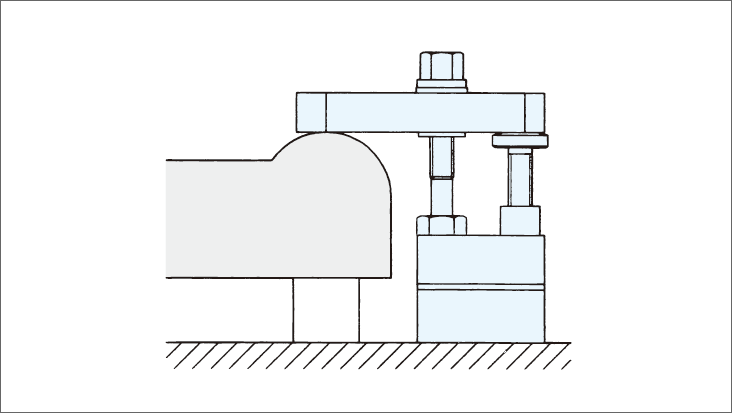
操作性によっては、段取り時間の短縮につながり、作業能率の向上が期待できます。
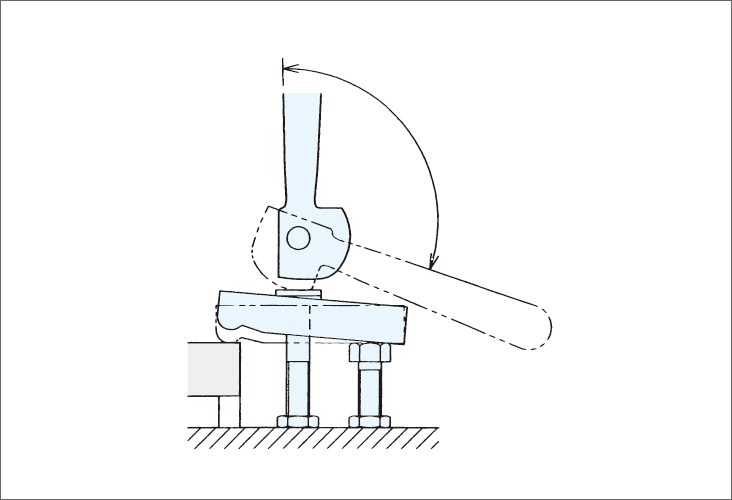
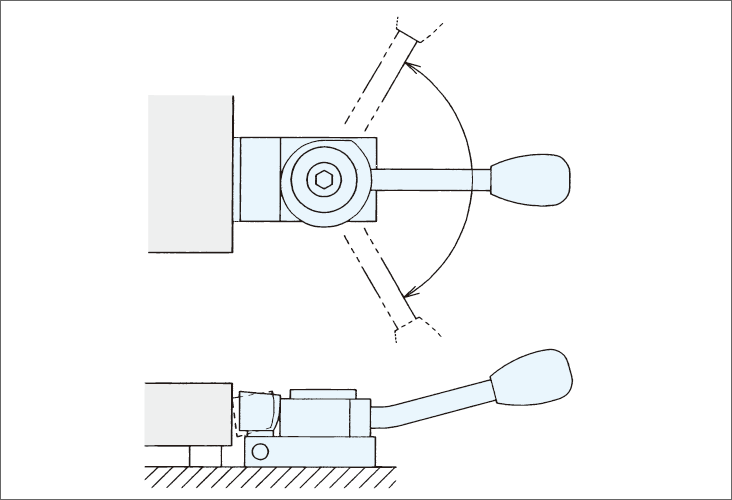
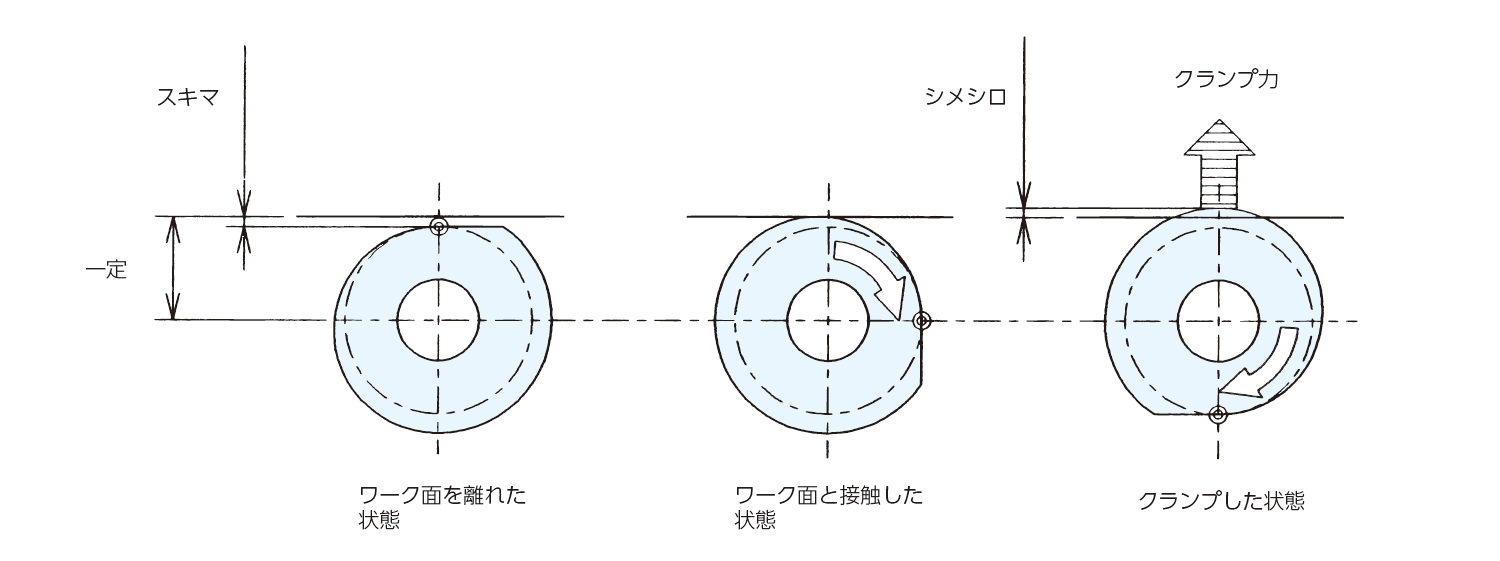
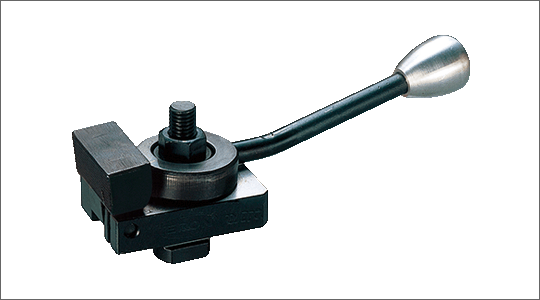
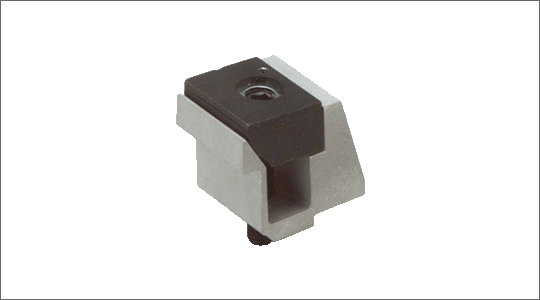
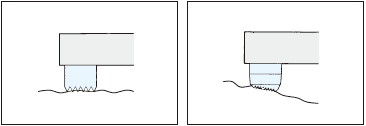
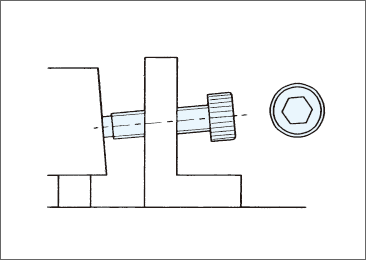
カムの回転中心とワーク端面までの距離は一定であるのに対してカムのカーブした表面と回転中心との距離はカムを回転させることにより変化します。
この差(偏心量)がワークに対してクランプ力を与える機構となります、ストロークとしては、少ない場合が多くクランプ面に対する位置設定には、注意を払う必要があります。
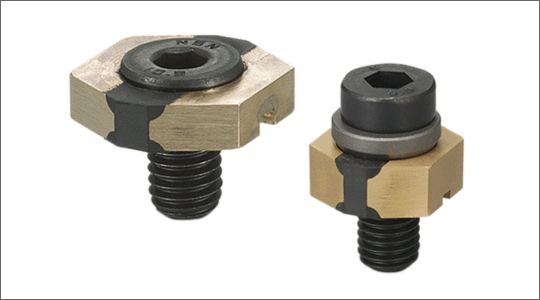
●カム機構を使ったクランプの例
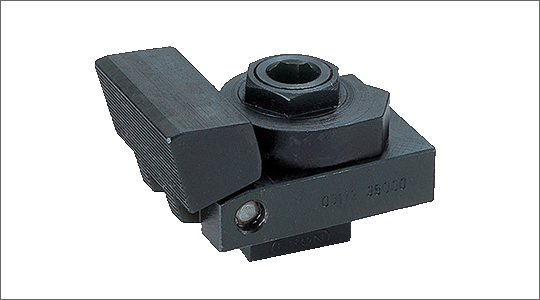
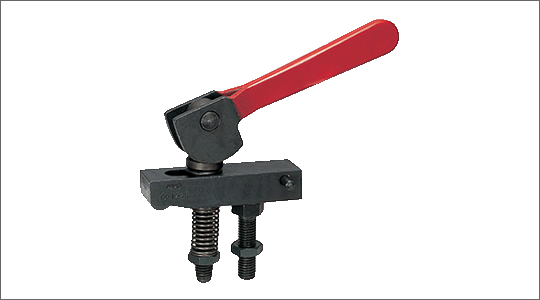
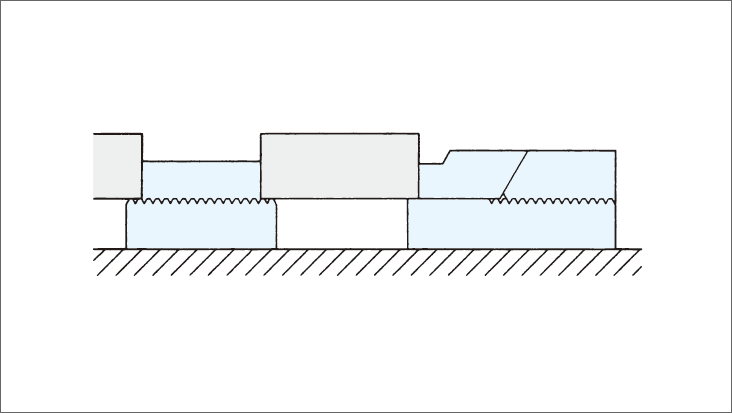
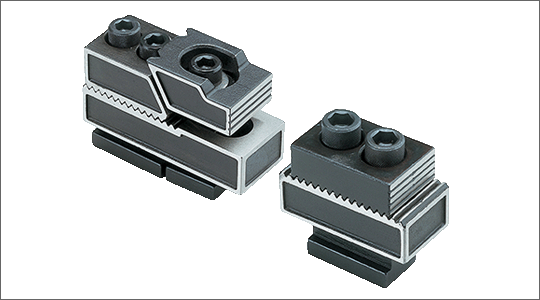
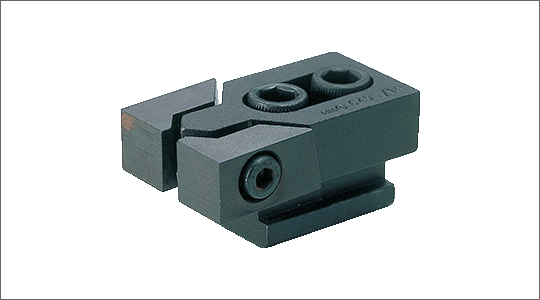
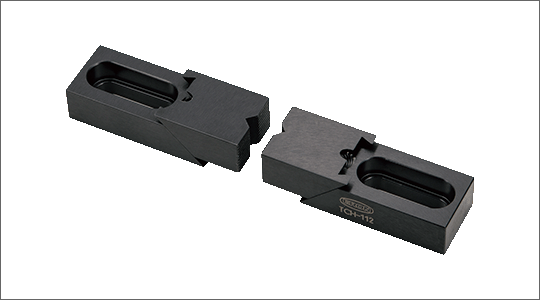
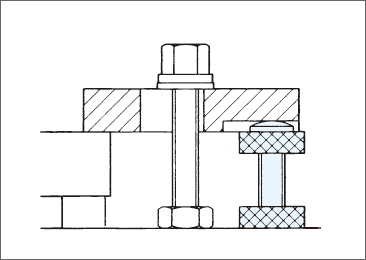
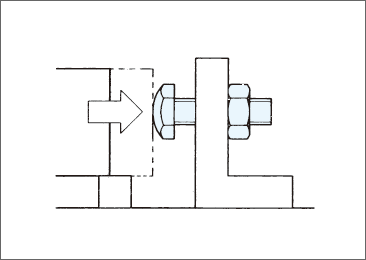
傾斜面とワーク面の間に可動体をくい込ませていくことにより発生する力を利用した機構です。垂直、水平方向に発生する力により、ワークの浮き上り防止に効果的です。
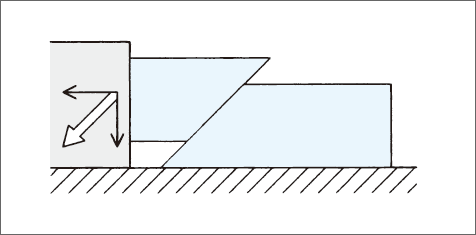
●クサビ機構を使ったクランプの例

■油圧クランプの特長
●ワーク脱着の短縮・・・特に同一治具への複数ワークの脱着に効果的です。
●工作物の加工精度の向上
●締付力を一定にすることができ、薄物や高精度加工品に歪を与えない管理された締付ができます。
●最適ポイントの締付・・・手締めでは操作できない場所のエレメントも、バルブ操作で締付可能となります。
●無人運転への対応・・・MC・ロボット等と連動させれば、自動運転が可能です。
■使用方法
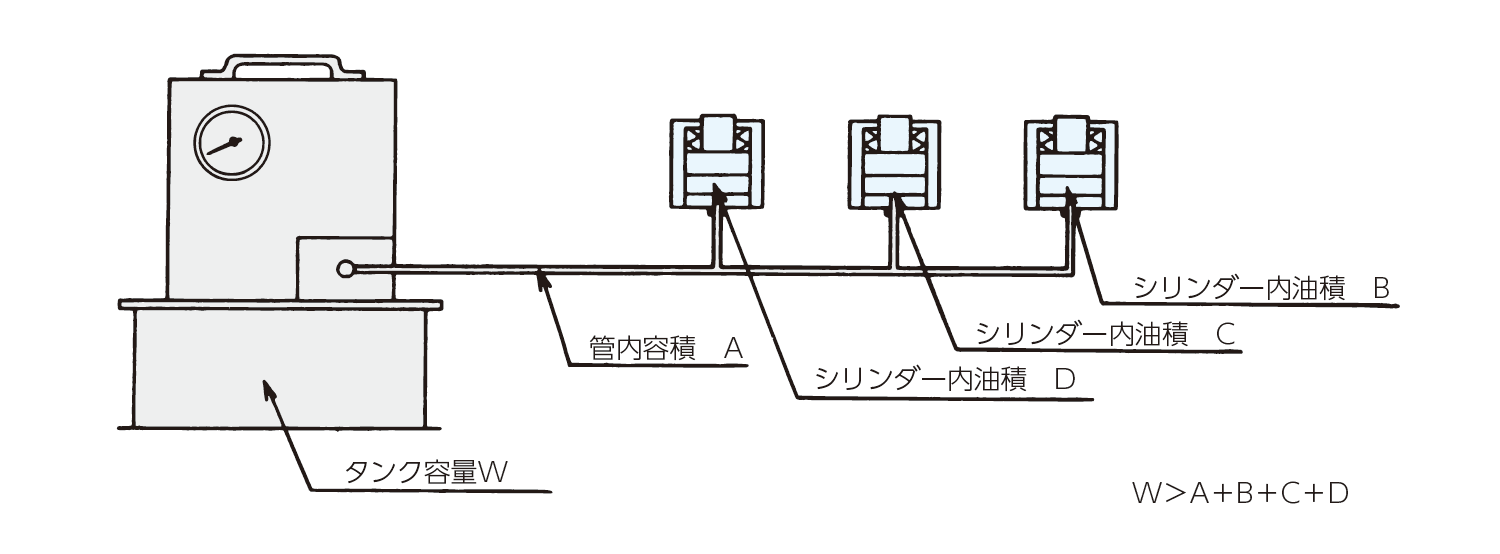
●各エレメントは、最高作動圧力が設定してあります。40MPa以内でご使用ください。
●油圧源のタンク容量は、エレメント内のシリンダー油量、配管内の油量により設定できます。
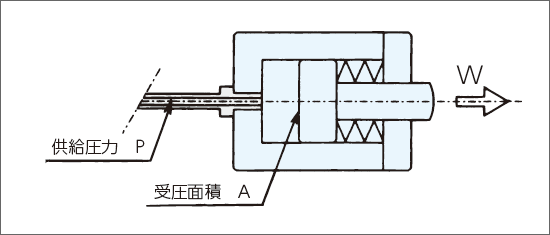
●各エレメントの締付力(W)は、油圧源の圧力(P)とピストンの受圧面積(A)にて決まります。最適な締付力を設定し、ご使用ください。
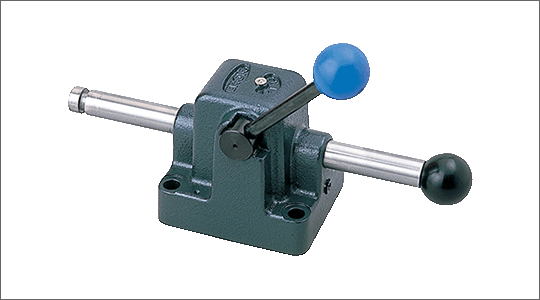
バキュームチャック・吸着テーブルは、供給エアによる下面からの吸着力でワークをクランプする装置です。マグネットチャックが使用出来ない、アルミやステンレスと言った非磁性体のワークに有効です。
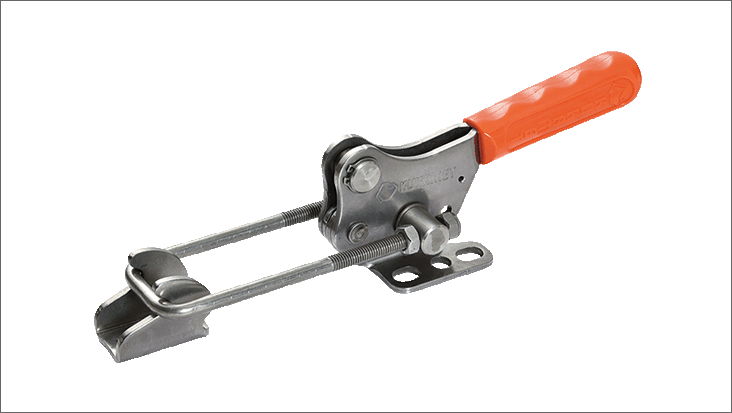
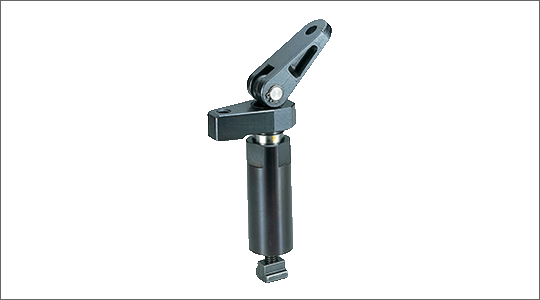
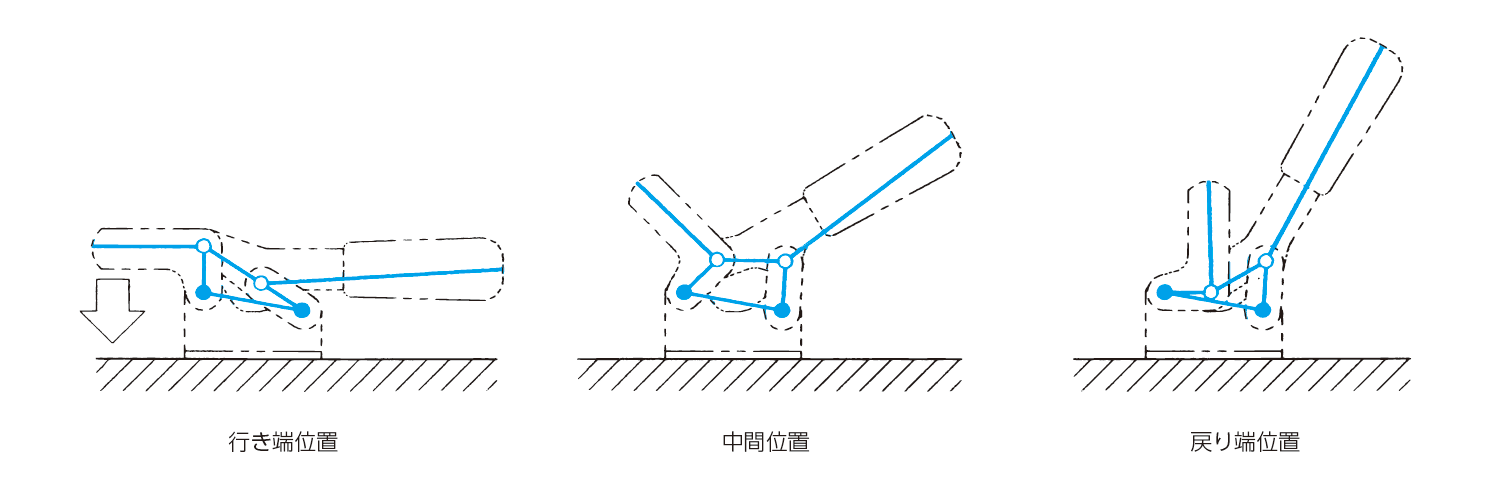
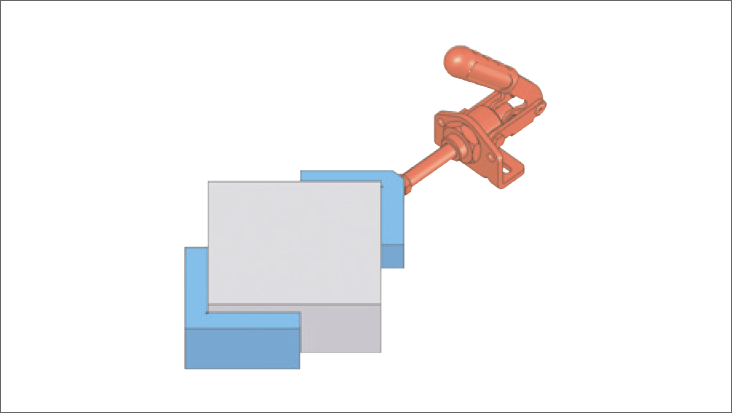
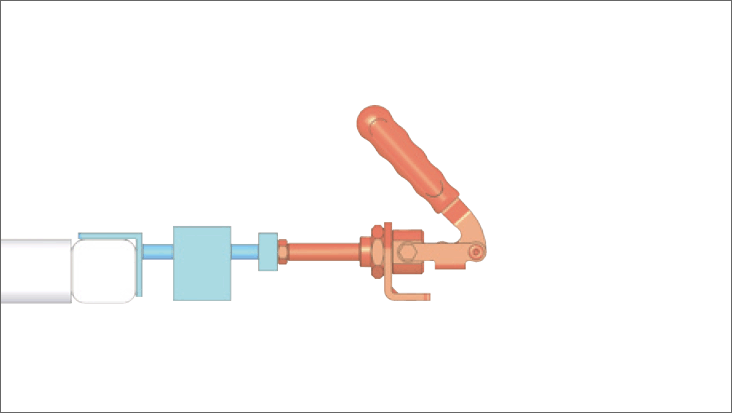
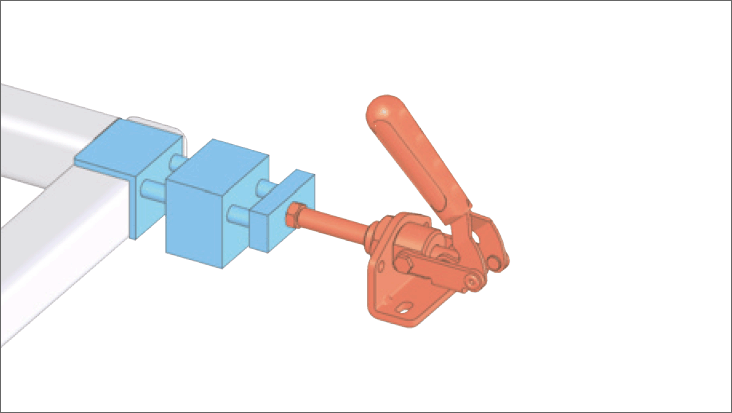
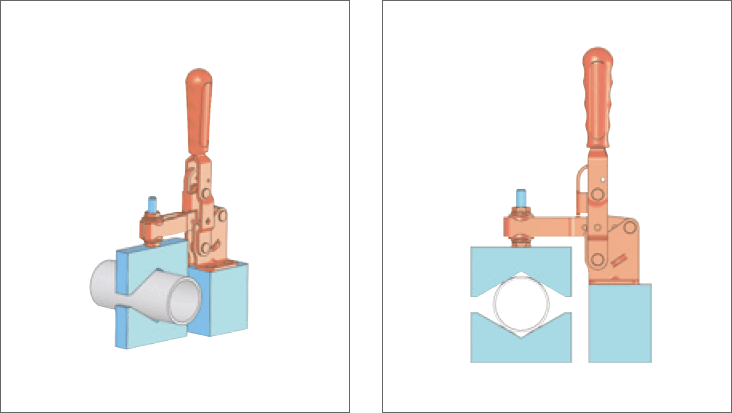
リンク(継手)機構とも呼ばれており、“行き端”寸前のわずかなストロークを利用するクランプ機構です。全ストローク(行き端~戻り端)としては大きなスキマが得られることと、ワンタッチ操作があるため高い作業性が得られます。
トルクの場合はストロークに対して狭い範囲でクランプ位置が限定されているため、クランプ端の調整が必要です。また、構造上大きな締付力を得ることが困難です。
■トグルクランプの特長
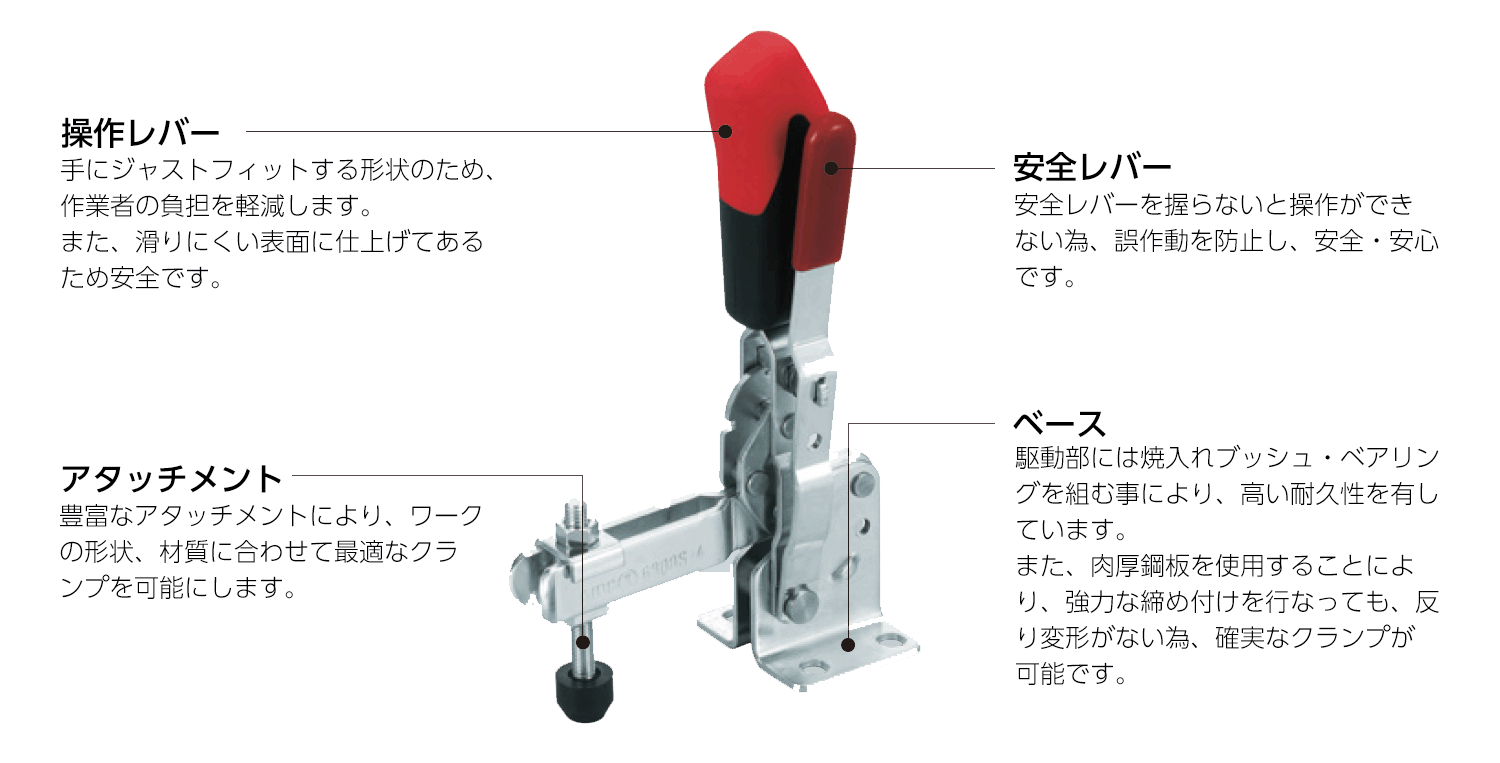
アタッチメントをお客様でアレンジすることで使用用途が広がります。
磁力による下からの吸着でワークをクランプします。
詳細は、『マグネットチャック』の項目をご確認ください。
クランピングパーツとは、”締付け具”の構成が可能な最小単位の部品です。組合せが自由でワークに対する本締め機能以外にも補助締め(仮押し)、ガイド部品の幅広い用途に使用できる部品です。
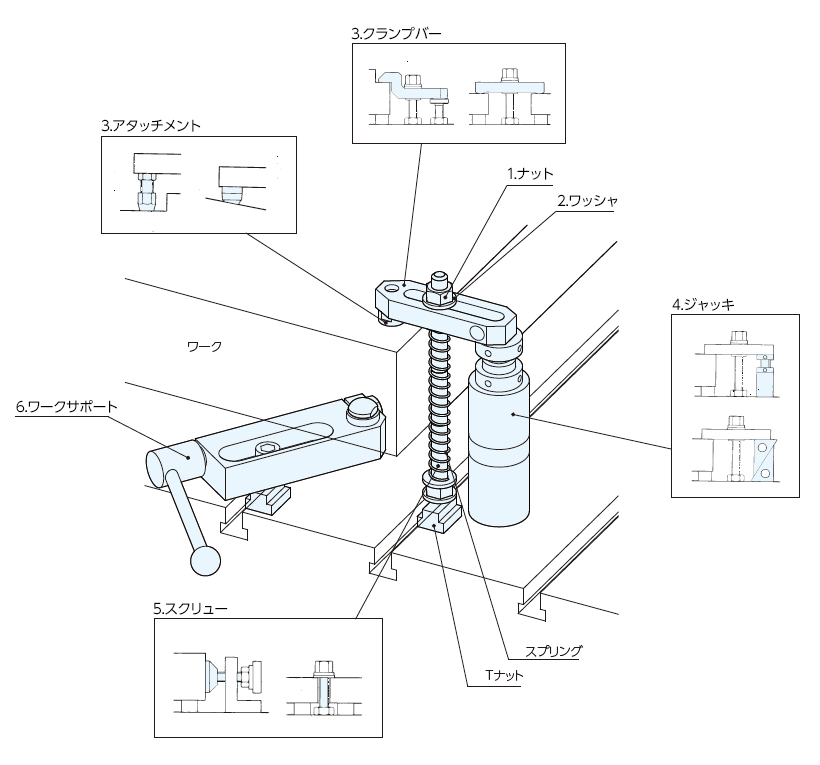
ねじ部の締付け、又は送り用に使用されます。
状況に合わせて選定してください。

締付け面に対する保護のほか、スプリングなどの傾き防止にも使用されます。

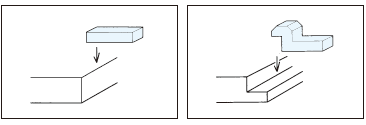
ワークを押え込む部分の形状は多種多様です。
形状にあったクランプバー又は、それに必要なアタッチメントを選定することによりクランプの範囲Gが広がります。
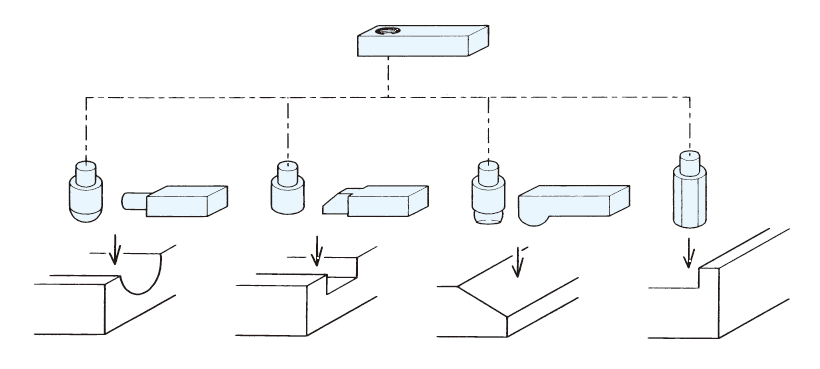
アタッチメントは面形状の他に面粗さによっても選定が必要です。
仕上面であれば、軟質材、または研削されたアタッチメントが利用できます。黒皮面などは、すべりにくい形状のアタッチメントの選定が必要です。
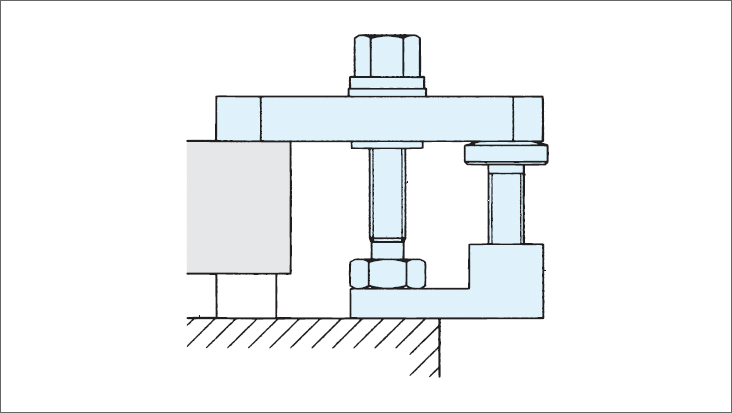
一般的にクランプは、ジャッキやステップブロックなどの調整ができるもので、荷重に適合するサポートを使用します。
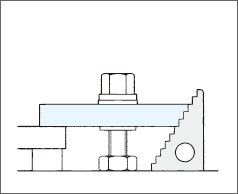
また、サポート用のネジ穴があるクランプバー、サポートとの一体型( レッグクランプ) も用途に合わせてお選びいただけます。
ワークの高さとクランプ力により発生する荷重を考慮して、ジャッキを選定する必要があります。
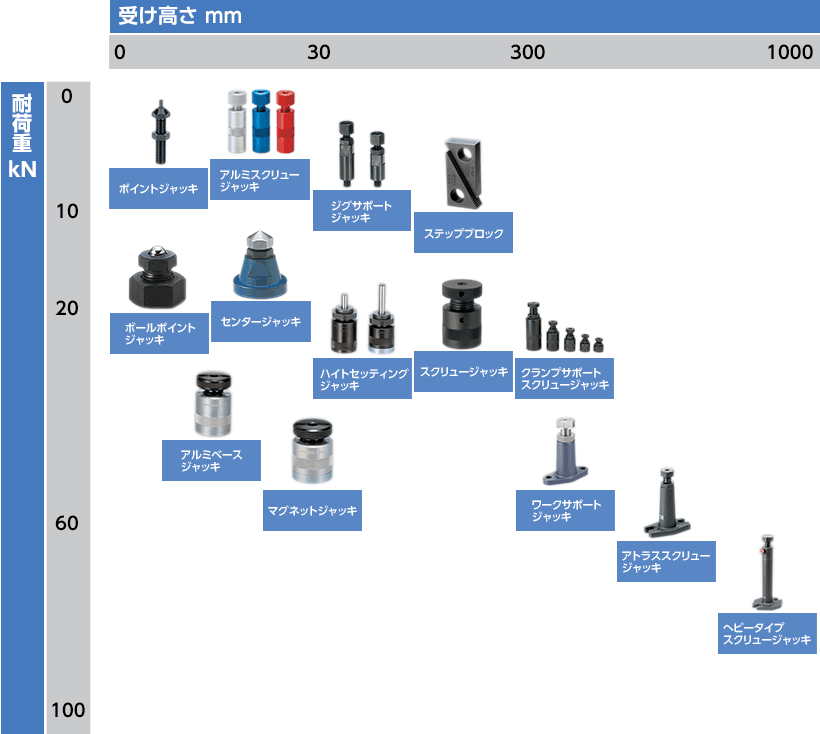
※耐荷重、受け高さの数値は参考値です。詳細な数値は各製品ページを参照ください。
使用目的により様々な使い方が可能です。
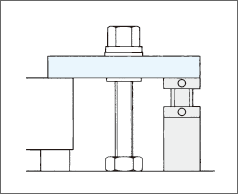
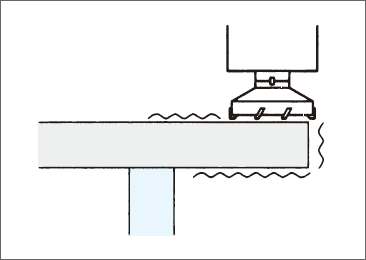
薄物ワークなどを加工する場合、加工条件によって、ワークに振動(ビビリ)が生じる場合があります。加工を続けた際、仕上面の精度不良、あるいは刃物が損傷する恐れがあります。
この場合、振動を防止できる場所にエレメントを配置する必要があります。振動を防止するには、発生場所をサポートする必要があり、主に調整機能を持ったエレメントを使用します。
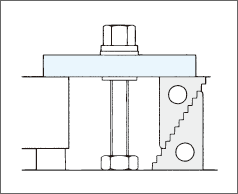
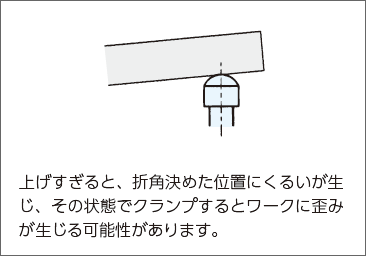
ジャッキなどでも代用できますが、ワークの設置後、調整によっては、ワークの歪み・位置決めの精度の低下を招く恐れもあります。
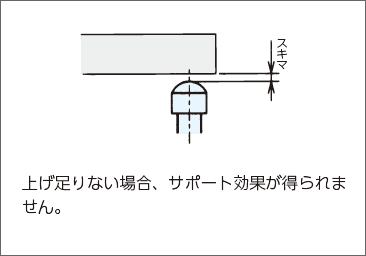
確実にサポートするエレメントとして、スプリング式があります。
この方法は、スプリングのストロークと力でワークと密着させ、その状態でロックすることにより安定したサポートができます。
詳しい情報は製品カテゴリページにある
「カテゴリ説明」「体系図」タブをクリックしてご覧ください











![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()