工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9659Z
![]()

| タイプ | オーダー № |
№ | 全巾 | 全高 | 質量kg | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケートピン | 121996 | QLK02RP | 10 | 17.5 | 0.04 | 16,200 | 確認 | 追加 | DATA | 在庫 | 在庫△ |
| ダイヤピン | 121997 | QLK02DP | 10 | 17.5 | 0.04 | 17,800 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 121998 | QLK02CP | 9.95 | 17.5 | 0.04 | 15,100 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
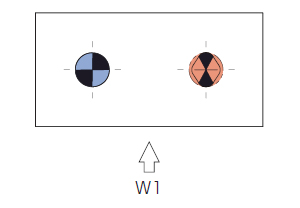
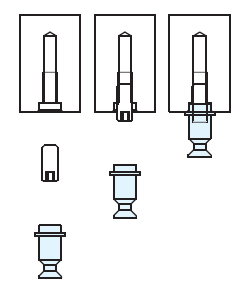
マシニング加工での搭載例
ワークに本製品を取り付け、多面加工を行うことができます。
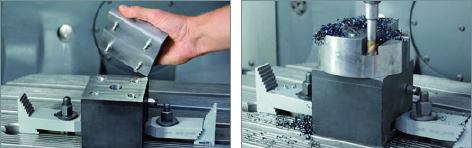
ワークにピンを直付けして、ワーク面(上・側面)の加工を行っています。
本製品は「Q-ロックエレメント ホールタイプ 本体(空圧式単動)」と組み合わせて使用する製品です。
交換する対象物(ワークやジグプレート等)に取り付けて使用します。
取り付ける際にはタップ穴、位置決め用穴などの追加工が必要です。事前に加工内容、深さなどの加工条件を確認してください。
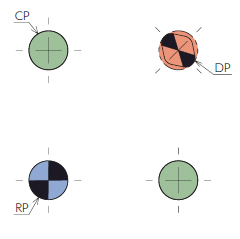
●ピン種類の選定
組み合わせるピンによって位置決めの方向が異なります。以下の組み合わせ表をご確認ください。
| ピン | 本体 | 位置決め方向 |
| ロケート(QLK02RP) | 共通(QLA-K02) | 垂直・水平 |
| ダイヤ(QLK02DP) | 垂直・回転方向位相 | |
| クランプ(QLK02CP) | 垂直 |
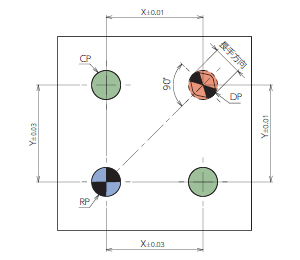
●配置レイアウト例
取付側サイズ、配置間の距離によって配置レイアウトが異なります。
以下のレイアウトを参考に設計してください。
| 配置方法 | 備考/説明 | |
| レイアウト | 取付側サイズ例 | |
|
ロケートピン・ダイヤピン |
30x50 50x100 100x200 |
|
|
ロケートピン・ダイヤピン・クランプピン |
100×100 150×150 200×200 |
|
|
ロケートピン・ダイヤピン・クランプピン |
100×300 150×300 200×300 |
|
●ピンを複数使用する場合の注意点
|
複数使用する場合は取付ピッチ公差にご注意ください。 |
 |
ピンの取付には「スタッドボルトでの取付」「ソケットスクリューでの取付」の2種類からお選びいただけます。ご使用の環境に合わせて選択ください。
また取付の際は、取付加工寸法図を参考に取付対象物に対して事前に加工を施してください。
■スタッドボルトで取付ける場合
 |
別売りのスタッドボルト(型式:SDH0512)をワークのタップ穴に挿入しピンを取付けます。 |
■ソケットスクリューで締結する場合
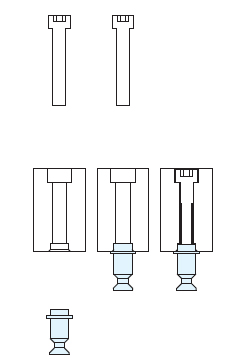 |
別売りのソケットスクリューをワークのタップ穴に挿入しピンを取付けます。
|
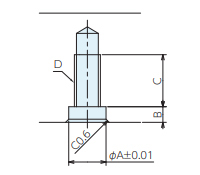
■取付加工寸法
以下の取付加工寸法図を参考に加工を行ってください。
 |
|
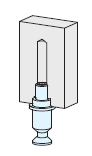 取付後イメージ図 |
 |
|
定期的に清掃・メンテナンスを行ってください。メンテナンスを怠ると製品の機能・精度の低下となります。
■メンテナンス方法
・清掃時はクランプ状態で行ってください。アンクランプ状態で行うと、ピン内部に切粉が侵入し作動不良の原因になります。また、清掃はエアーブローにてお願いします。
・キズ・打コン・切り屑の付着がないことを確認し、不具合が発見された場合は取り除いてくさい。
・定期的にグリスアップを行ってください。
グリスアップ時はピンをアンクランプ状態にし、鋼球の穴からグリスを挿入してください。
■修理について
本製品の修理対応は行っておりません。
作動不良・精度低下等が確認された場合は、本製品の交換を行ってください。
 E-1402/ノックピン エア抜き溝付
E-1402/ノックピン エア抜き溝付 E-9659Z/Q-ロックエレメント ホールタイプ 本体(空圧式 単動)
E-9659Z/Q-ロックエレメント ホールタイプ 本体(空圧式 単動) E-9659Z/Q-ロックエレメント ホールタイプ 本体(空圧式 単動)
E-9659Z/Q-ロックエレメント ホールタイプ 本体(空圧式 単動) E-9659Z/Q-ロックエレメント ホールタイプ ピン(空圧式,油圧式)
E-9659Z/Q-ロックエレメント ホールタイプ ピン(空圧式,油圧式) E-9659Z/Q-ロックエレメント ホールタイプ ボルト
E-9659Z/Q-ロックエレメント ホールタイプ ボルト E-9659Z/Q-ロックエレメント ホールタイプ ピンボルトセット(空圧式,油圧式)
E-9659Z/Q-ロックエレメント ホールタイプ ピンボルトセット(空圧式,油圧式) E-9659Z/Q-ロックエレメント ホールタイプ ガイドブロック
E-9659Z/Q-ロックエレメント ホールタイプ ガイドブロック E-9661/スタッド(平先)
E-9661/スタッド(平先)
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()